расточка блока цилиндров
Расточка блока цилиндров двигателя является ремонтной операцией по восстановлению правильной геометрии изношенных цилиндров и нужного рабочего зазора между поршнями и стенками цилиндров (или гильз цилиндров). И вроде бы это не такая уж и сложная операция, при наличии некоторых знаний и нужного расточного оборудования, однако имеется ряд важных нюансов, о которых не знают, или просто не учитывают некоторые ремонтники и все эти нюансы и тонкости я постараюсь описать в этой статье.
Перед тем как начать писать эту статью и всё, что связано с расточкой блока цилиндров я замечу, что эта статья будет полезна не только автомобилистам, но и конечно же владельцам мотоциклов — ведь цилиндры и ремонтные операции по их восстановлению у автомобилей и мотоциклов практически одинаковы.
После определённого пробега двигателя, каким бы качественным не было бы моторное масло и материал стенок блока цилиндров, они постепенно изнашиваются, их правильная геометрия теряется, зазоры между поршнями и стенками цилиндров увеличиваются и в итоге двигатель теряет былую компрессию и соответственно резвость (мощность ).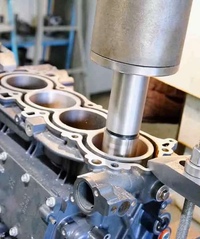
Кстати замер компрессии и выявление её низкого значения и является главным критерием того, что мотор пора разбирать а блок растачивать, если конечно с клапанным механизмом всё в порядке (как узнать от чего плохая компрессия я уже писал, например в статье про компрессию — ссылка чуть выше).
К тому же, кроме потери мощности, мотор уже хуже заводится и возрастает расход моторного масла и после каждой поездки приходится восстанавливать его уровень, что добавляет некоторые неудобства водителю и он начинает задумываться о ремонте. А вот как произвести такой ремонт правильно и будет описано в этой статье.
И если даже кто-то и не будет делать его самостоятельно (ведь не у каждого в гараже стоит расточной станок), зато после прочтения этой статьи у автовладельцев уже появится возможность грамотно проконтролировать работников автосервиса, которые выполняли расточку цилиндров и в любой момент водитель сможет произвести соответствующие проверочные замеры и оценить качество работы, а это важно знать, перед тем как начинать сборку двигателя.
К тому же ещё перед тем, как блок цилиндров начали растачивать, водитель по подготовительным действиям работников автосервиса (какие они должны быть я опишу ниже) сможет понять, доверять им расточку, или может быть лучше сменить мастерскую пока не поздно. Ведь не секрет, что после расточки цилиндров в некоторых мастерских, многие двигатели уже не проходят тот же ресурс, какой был у нового мотора.
А всё дело в правильных подготовительных операциях перед расточкой блока, так как правильная подготовка блока и оборудования очень важна (не менее чем сама расточка) и напрямую влияет на дальнейший ресурс отремонтированного двигателя. Все эти нюансы я опишу чуть ниже и надеюсь они помогут правильно выбрать ремонтную мастерскую и конечно же помогут существенно увеличить ресурс вашего мотора после его ремонта.
Расточка блока цилиндров — Важное — подготовка к работе и нужные приспособления.
И так, перед расточкой блока цилиндров очень важно сделать то, чем многие ремонтники пренебрегают, или просто не знают.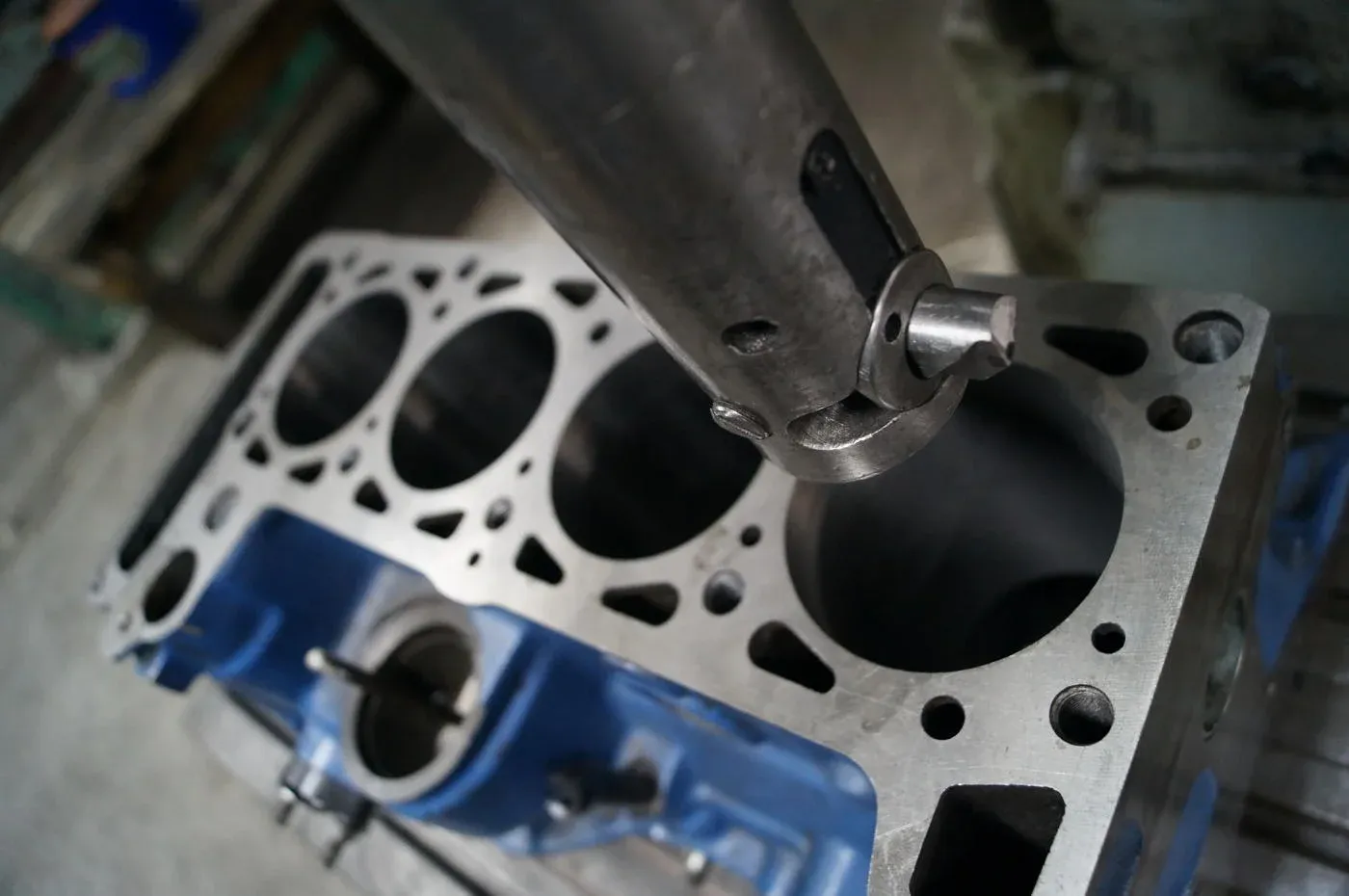
ПЕРВЫЙ ВАЖНЫЙ НЮАНС.
Как правило многие ремонтные мастерские, которые занимаются расточкой и хонинговкой блоков, при расточке цилиндров, главной-базовой плоскостью считают нижнюю плоскость блока мотора, к которой крепится поддон для масла. Говоря проще, станочники перед расточкой берут и ставят блок цилиндров двигателя на крепёжный стол своего станка, затем выверяют и совмещают ось расточной головки с осью растачиваемого цилиндра, далее зажимают блок цилиндров и начинают расточные операции.
Но ведь никто из большинства ремонтников-расточников никогда и не задумывается (ну может быть только когда растачивал блок своего двигателя), а точно ли параллельна нижняя плоскость блока цилиндров мотора оси распределительного и коленчатого вала ??? А точно ли перпендикулярна нижняя плоскость растачиваемого блока осям всех цилиндров этого блока ???
И если даже при серийном производстве на наших автозаводах и выполнили это важное условие (что мне с трудом верится), то от каждодневных нагрузок от перевыполнения плана, постоянной нехватки времени и в процессе интенсивной эксплуатации оборудования, это условие со временем нарушилось.
К тому же на многих автозаводах (особенно отечественных) не учитывается процесс изменения формы блока, через некоторое время, в процессе старения блока цилиндров и их сразу же растачивают и отправляют на конвейр для сборки мотора (о процессе старения я ещё напишу ниже).
Не перпендикулярность оси цилиндра и оси коленчатого вала приведёт к быстрому износу деталей двигателя.
И конечно же в итоге, оси коленчатого вала (да и распределительного тоже) оказываются не строго перпендикулярны стенкам цилиндра (осям гильз цилиндров). Чудес не бывает и значит получается, что на шатуны и вкладыши двигателя постоянно будет давить пусть небольшая, но всё таки изгибающая сила.
А значит от этого кольца, поршни, да и стенки гильз цилиндров будут в процессе работы двигателя изнашиваться неравномерно (с одной стороны больше, с другой меньше).
Следует отметить, что неравномерный слой моторного масла в виде клина, будет образовываться и между шейками и вкладышами коленчатого вала (см. рисунок 3). В результате всего этого при эксплуатации двигателя будет происходить ускоренный износ деталей и разумеется ресурс такого двигателя будет совсем небольшим.
Прочитав то, что написано выше, не сложно сделать естественный вывод, что прежде чем расточнику начинать расточку цилиндров блока двигателя, следует обязательно проверить постели коренных вкладышей коленчатого вала (да и распредвала тоже и вообще любых постелей) на их точную соосность и цилиндричность.
А главное следует обязательно проверить точную перпендикулярность отверстий (осей) постелей относительно осям всех цилиндров двигателя. И уже исходя от этого, правильно закреплять блок в станке и обрабатывать поверхность цилиндров. Проверку можно произвести например с помощью специально сделанных приспособлений, на основе индикатора часового типа, да и вообще любой расточник, ну или фрезеровщик, знает как и с помощью чего произвести такую проверку, но самое печальное, что делают её лишь единицы.
И уже исходя от этого, правильно закреплять блок в станке и обрабатывать поверхность цилиндров. Проверку можно произвести например с помощью специально сделанных приспособлений, на основе индикатора часового типа, да и вообще любой расточник, ну или фрезеровщик, знает как и с помощью чего произвести такую проверку, но самое печальное, что делают её лишь единицы.
И ещё один нюанс — если нижняя плоскость блока двигателя (которую считают базовой) не перпендикулярна осям всех цилиндров мотора, то лучше не подкладывать под нижнюю плоскость блока металлические пластинки, которые немного приподнимут блок с нужной стороны и компенсируют не перпендикулярность, а следует шлифануть нижнюю плоскость блока на шлифовальном станке (ну или хотя бы на фрезерном), чтобы исправить дефект несоответствия.
И только после этого можно буде уже спокойно ложить блок мотора на стол расточного станка, закреплять его и растачивать, ну и затем хонинговать цилиндры (опять же правильным — безабразивным хоном, которые не будет шаржировать поверхности стенок цилиндров).
И если даже многие авто или мото-владельцы не смогут самостоятельно произвести грамотную подготовку к расточке и саму расточку (ведь не у каждого есть дорогой расточной станок в гаражной мастерской), но зато Вы, уважаемые читатели моего сайта, прочитав эту статью, надеюсь уже сможете адекватно контролировать расточников в каком то автосервисе, которым вы доверите ремонт своего двигателя, а не тупо кивать с открытым ртом на всё, что они Вам говорят и просто безразлично смотреть на их действия, мол якобы они профессионалы и сами всё знают.
ВТОРОЙ ВАЖНЫЙ НЮАНС.
И ещё один очень важный момент, касающийся подготовке к расточке блока цилиндров или их хонинговке. Многие водители и даже ремонтники-расточники не ведают, что при сборке мотора и установки головки цилиндров на блок двигателя и затяжки всех крепёжных болтов головки, геометрическая форма цилиндров немного меняется, так как металл есть металл (любой сплав имеет некоторую пластичность и упругость).
И в реальности получается, что после обжатия всех крепёжных болтов головки динамометрическим ключом, с положенным моментом, сам цилиндр (или цилиндры) уже перестают быть строго цилиндрическим (после обжатия цилиндры принимают вид той же бочки), даже если их изготовили очень точно и до обжатия они были строго цилиндрическим.
Правильная хонинговка цилиндра. 1 — блок цилиндров, 2 — алюминиевая плита с отверстиями, вместо головки, 3 — хон с безабразивными брусочками.
Из выше описанного следует сделать вполне обоснованный и правильный вывод, что и растачивать любой цилиндр, следует обязательно ОБЖАТЫМ с таким же моментом, с каким он будет обжат вместе с головкой после сборки мотора. А для этого следует изготовить из толстой плиты (можно даже из старой головки) плиту, показанную на рисунке 2 слева.
Плита изготавливается с отверстиями под расточной резец или хон (отверстия чуть больше диаметра цилиндров) и с отверстиями под крепёжные болты, с помощью которых плита прижмётся к цилиндрам так же как и головка на двигателе (с таким же положенным моментом).
И только после такой подготовительной операции можно смело начинать расточку блока цилиндров.
После расточки всех цилиндров и откручивания крепёжных болтов (ну и снятия плиты с блока цилиндров), геометрическая форма расточенных и отхонингованных цилиндров, тут же немного нарушится (форма станет примерно такой, как у песочных часов, в середине уже, а сверху и снизу шире).
Но нам теперь остаётся только установить на отремонтированный таким способом блок штатную головку двигателя и затем обжать весь бутерброд динамометрическим ключом с положенным моментом (с таким же как была обжата плита перед расточкой цилиндров), и геометрия расточенных цилиндров Вашего двигателя станет идеальной ! И конечно же цилиндры отремонтированного таким способом Вашего двигателя, станут лучше новых заводских!
Ведь при заводском серийном производстве большинства двигателей на заводах (по крайней мере отечественных), вышеописанную правильную технологию расточки и хонинговки вряд ли применяют (а если и применяют, то только на зарубежных автозаводах выпускающих престижные автомобили).
Ну и конечно же в большинстве ремонтных расточных мастерских, так грамотно и правильно двигатели тоже не обрабатывают и не ремонтируют, а если кто то из некоторых редких ремонтников и делает это, то только для своего двигателя и таких знающих мотористов ещё придётся поискать, чего я Вам очень советую, если конечно же вы желаете долго и без проблем и ремонта ездить на своём автомобиле (или мотоцикле) и не хотите в ближайшее время избавиться от своего любимого коня.
И ещё — учитывать и проверять первый из двух важных нюансов, которые я выделил выше оранжевым цветом, особенно очень важно перед расточкой блоков наших отечественных двигателей, которые собирают на заводе не выдерживая блоки некоторое время на полке, пока происходит процесс старения блока, при котором он меняет форму и происходит потеря геометрической формы всех ранее расточенных отверстий (отверстий цилиндров, постелей валов и т.п.).
И в итоге отечественные блоки со временем как бы «разъезжаются» то есть у них постепенно перекашиваются отверстия всех четырёх цилиндров , относительно постелей подшипников скольжения коленчатого вала и распредвала.
А всё, что необходимо сделать перед расточкой блока цилиндров — это:
- проверить и выполнить два основных нюанса, которые я выделил оранжевым цветом и подробно описал выше.
- доработать блок, если оси постелей коленвала и распредвала не перпендикулярны осям цилиндров.
- доработать блок (шлифануть плоскость) если нижняя плоскость блока не перпендикулярна осям цилиндров.
- затем установить и закрепить блок в поперечной плоскости станка правильно, согласно оси расточной головки.
- перепроверить и откорректировать положение блока цилиндров (с помощью индикатора часового типа) относительно оси расточной головки.
- затем следует обкатать поверхность стенок цилиндров носиком индикатора-нутромера, чтобы найти центра цилиндров (у фирменных расточных станков индикатор вмонтирован в станке — это видно на видео ниже и входит в комплектацию станка).
- ну и остаётся установить расточную головку под нужный диаметр расточки, с припуском на хонингование, которые я опишу ниже.

- произвести расточку блока цилиндров.

Ну а теперь переходим к цифрам, так сказать какие должны быть зазоры, замеры и прочие нюансы, которые будут полезны новичкам и не только.
Цилиндр двигателя — его износ, замеры и правильная геометрия нового цилиндра, или после расточки цилиндров.
Для начала рассмотрим немного, какой получается форма цилиндров после большого пробега двигателя и какой должна быть правильная геометрия нового цилиндра (цилиндров) двигателя, или после расточки, так как эти знания помогут произвести нужные замеры и вообще контролировать геометрию расточенных цилиндров.
Естественно любому понятно, что форма цилиндров двигателя должна быть по форме идеально ровного цилиндра, который имеет абсолютно одинаковые диаметры в любом месте по высоте, а так же при замерах в диаметрально противоположных направлениях (крест-накрест).
Но многие водители, да и практически все ремонтники знают, что изнашивается поршневая группа (цилиндр (гильза) и поршни) неравномерно, так как поршень испытывает наибольшее трение о цилиндр в его середине, и меньшее трение в низу и в верху. От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
индикаторный нутромер
Так же следует учесть, что трение поршня о цилиндр больше спереди и сзади цилиндра, а с боков трение меньше. Это происходит от того, что шатун ходит и создаёт давление взад и вперёд, а не вправо-влево. И разумеется от этого и выработка получается неравномерной, то есть спереди и сзади она больше, а с боков меньше и в итоге цилиндр постепенно превращается в овал.
Такая же неравномерная выработка происходит конечно же и на поршне (поршнях), но поршень нам не важен, так как после расточки при сборке мотора будет заменяться новым, а вот знать как и где вырабатывается цилиндр (гильза) новичкам будет очень полезно.
Замер цилиндра мотоцикла индикаторным нутромером.
И из этих знаний и исходит то, как правильно замерять цилиндр, чтобы увидеть его износ и на сколько придётся растачивать. И значит замерять цилиндр с помощью нутромера следует в нескольких местах. Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Места замера цилиндра нутромером.
Кто не знает как пользоваться индикаторным нутромером и кому нужно узнать, то могут кликнуть на ссылку чуть выше и почитать статью в отдельной вкладке. А вот в каких местах производить замеры изношенного цилиндра смотрим на рисунке слева.
Там видно, что точный диаметр цилиндра (как изношенного, так и расточенного для проверки качества) измеряется нутромером в четырёх поясах, но замеры этих поясов производим как в продольном, так и в поперечном направлении (крест-накрест), чтобы узнать не только износ в виде бочки, но и в виде овала.
А вообще проверка цилиндров на износ (и вообще пора ли их растачивать или они ещё поработают) заключается в том, не превышает ли их износ максимально допустимый — 0,15 мм (это для четырёхцилиндровых моторов с объёмом 1,5 — 2.0 литра, а для большекубатурных моторов зазоры могут быть чуть больше, а для малокубатурных зазоры могут быть чуть меньше и максимально допустимые значения можно узнать в мануале конкретного двигателя).
Перед замерами сначала следует настроить индикаторный нутромер на ноль и для настройки нутромера в раскрученных мастерских используется специальный калибр (кольцо из набора), но он не у всех есть, особенно у гаражных мастеров. Но не беда, ведь индикаторный нутромер вполне возможно выставить по диаметру цилиндра в той части, где он не изнашивается ( ведь в самом верху цилиндра любого мотора образуется ступенька, куда поршень не доходит при работе мотора).
Поэтому, по разнице замеров ( размеров) в не изношенном в самом верху месте и в остальных поясах можно судить о степени износа цилиндров.
Также, нутромер можно настроить и по микрометру, а размер на микрометре выставляется по мануалу вашего автомобиля, в котором указывается диаметр нового цилиндра, или по номеру очередного ремонта). Замерив цилиндр в четырёх поясах и в диаметрально противоположных направлениях записываем показания.
И если максимальная степень износа в середине цилиндра (в районе выработанных в середине стенок в виде бочки) превышает 0,15 мм. , то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
, то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
После расточки хонингуем цилиндры блока только с помощью безобразивных брусков, и только они позволят не шаржироваться стенкам цилиндров вашего двигателя абразивной пылью и таким образом ваши кольца и поршни проработают положенный им ресурс — это важно и подробно я об этом уже писал в отдельной очень полезной статье о правильном капитальном ремонте вот здесь.
Там же описаны и правильные подготовительные операции перед расточкой блока цилиндров, которые так же позволят сделать ресурс отремонтированного мотора не хуже и даже лучше, чем у нового. Но о правильных подготовительных операциях я написал и здесь, чуть выше, в отдельном разделе — подготовка к расточке.
При хонинговке следует выдержать такой диаметр цилиндра (цилиндров), чтобы при установке выбранного ремонтного поршня зазор между ним и цилиндром был в пределах 0,025 — 0,045 мм. Как правило, по наружному диаметру новые поршни разбиты на пять классов А, В, С, D. E, через каждые 0,01 мм. Также следует напомнить, что наружная поверхность качественного поршня от любой авторитетной фирмы имеет сложную форму.
То есть по высоте форма поршня немного коническая (это можно проверить с помощью микрометра), а в поперечном сечении овальная, поэтому измерять диаметр нового поршня необходимо в плоскости, перпендикулярной поршневому пальцу и в районе пояса поршневого пальца.
Так же поршни по диаметру отверстия под поршневой палец делятся как правило на три класса 1 , 2, и 3 через каждые 0,004 мм., но у разных производителей могут быть и другие классы и размеры. Классы диаметров поршня и отверстия под поршневой палец обычно выбиваются на днище поршня.
Ещё следует учесть, что поршни делятся ещё на три группы по весу (массе) и разумеется на двигателе все поршни должны быть одинаковой группы по массе. А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
Ну и поршни ремонтных размеров для отечественных и некоторых импортных автомобилей и мотоциклов обычно изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром (может быть и больше). Стрелка на поршне показывает, что при установке в цилиндр она должна быть направленна в сторону распредвала.
Выше было описано то, что нужно знать новичкам, ну а что касаемо самого процесса расточки блока цилиндров, то описывать его нет смысла, лучше посмотреть видеоролики на эту тему, которые я опубликовал ниже. Но следует всё же написать основное, говоря простым языком, а именно:
Расточка блока цилиндров необходима для восстановления правильной геометрии изношенных цилиндров (то есть чтобы удалить бочку и овал), а также чтобы восстановить требуемый зазор между цилиндром и поршнем.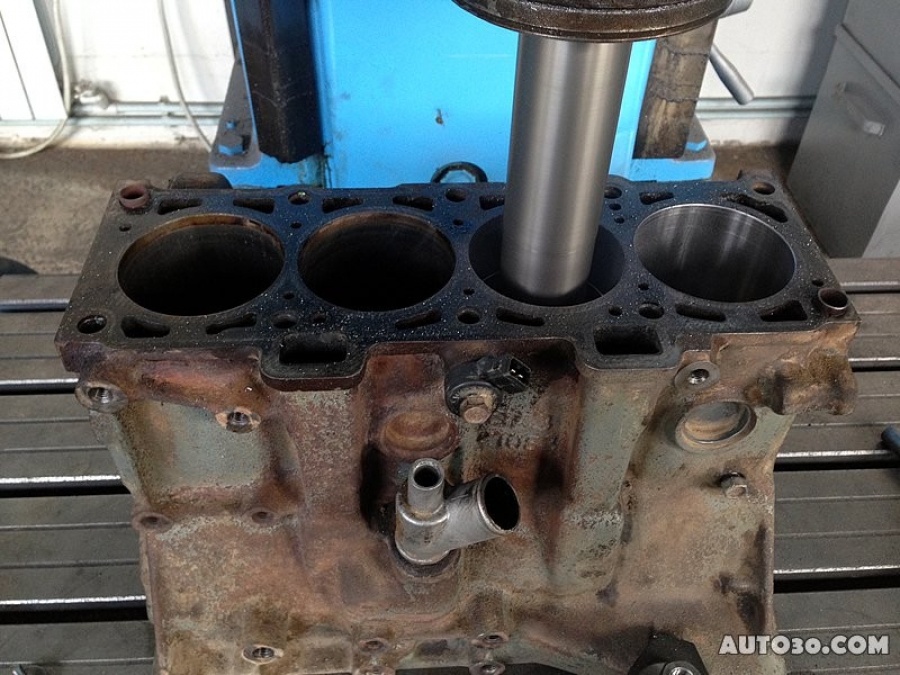 Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
И разумеется зазор восстанавливают между новым ремонтным поршнем, который чуть больше по диаметру, и цилиндром. Для этого следует увеличить диаметр цилиндра с помощью расточки и хонинговки, в соответствии с наружным диаметром нового ремонтного поршня, плюс рабочий зазор. Ну и конечно же расточка уберёт и «бочку» и «овал» и как было сказано выше, восстановит правильную геометрию идеально ровного цилиндра.
Как было описано мной выше, среднее значение необходимого рабочего зазора у большинства серийных двигателей в пределах 0,04-0,05 мм. То есть говоря проще для новичков — это та величина рабочего зазора, на которую диаметр цилиндра должен быть больше наибольшего диаметра ремонтного поршня (как я уже говорил, измеряем наибольший диаметр на юбке поршня в месте перпендикулярном оси отверстия поршневого пальца), и рабочий зазор необходим чтобы поршень не заклинило в цилиндре от теплового расширения.
Зазор может быть и другим (например на большекубатурных моторах), в зависимости от диаметра цилиндров и поршней, а так же тепловой зазор зависит от материала поршня и разумеется, чем больше тепловое расширение материала поршня, тем больше должен быть рабочий зазор между поршнем и цилиндром двигателя. Раньше, когда поршни делали из такого же материала как и гильзы цилиндров, то есть из чугуна, рабочий зазор был очень мал, ведь тепловое расширение у гильзы и у поршня было практически одинаковым.
Кстати и сейчас, у самых современных двигателей, у которых блок цилиндров изготовлен из лёгкого сплава и имеет почти такое же тепловое расширение как и поршни, то есть блок цилиндров не имеет гильз, а имеет никасилевое покрытие, или ещё более современное покрытие керонайтом, рабочие зазоры соответственно меньше, чем у более старых чугунных блоков, или алюминиевых блоков с чугунными гильзами.
Конечно же любой грамотный расточник знает (или уточняет перед расточкой), какие должны быть рабочие зазоры между поршнем и цилиндром, в зависимости от материала цилиндров и их теплового расширения.
Но получить после расточки требуемый рабочий зазор между новым ремонтным поршнем и стенками цилиндров — это ещё не всё. Также обязательно следует добиться того, чтобы конусность и элипсность каждого цилиндра в блоке не превышали допустимые 0,01 мм.
Иначе в цилиндрах вашего двигателя не получится нужного рабочего зазора по всей поверхности стенок цилиндров и конечно же нормального прилегания поршневых колец к стенкам цилиндров по всей их поверхности. Ну и конечно же следует добиться того, чтобы все цилиндры были абсолютно параллельны относительно друг друга ( в пределах точности до 0,01 мм., по всей длине цилиндров). Иначе шатуны и поршни (а значит и вкладыши) будут работать с некоторым перекосом и будут изнашиваться неравномерно.
И ещё следует напомнить, что сама по себе качественная расточка цилиндров блока далеко не быстрая операция, ведь кроме учёта всех выше описанных мной важных нюансов и выверки положения блока цилиндров, относительно оси расточной головки станка, следует производить процесс растачивания стенок цилиндров с малой подачей, которая позволяет добиться нормального качества поверхности стенок цилиндров, а работа с малыми подачами требует определённого времени.
Но только учитывая все вышеописанные нюансы, можно гарантировать высокое качество расточки блока и всего ремонта вашего двигателя.
Совместить ось растачиваемого цилиндра с осью расточной головки совсем несложно с помощью подходящего по диаметру конуса, закрепляемого в шпинделе станка и опускаемого в цилиндр, и затем перепроверить соосность с помощью индикатора часового типа, так же закреплённого на шпинделе станка. И только после этого стоит закреплять блок к поверхности стола станка для дальнейшей расточки. Это показано в видеоролике чуть ниже. А вот другие проверочные операции (например добиться чтобы конусность и элипсность каждого цилиндра не превышали 0,01 мм.) сделать несколько сложнее.
Оборудование для расточки блока цилиндров.
Ну и напоследок следует написать несколько слов о том, с помощью чего производят сам процесс расточки цилиндров двигателей.
Как известно многим, расточные станки (особенно от авторитетных фирм), которые используют для расточки и хонинговки блоков цилиндров, имеют не малую цену и недоступны большинству гаражных мастерских и даже многим СТО широкого профиля.
И такое оборудование могут позволить себе лишь раскрученные специализированные СТО и технические центры. А чтобы окупить дорогой станок достаточно быстро, потребуется постоянная загрузка станка. И выдержать напряжённый режим работы разумеется сможет только качественное оборудование от авторитетных фирм.
К тому же качественное современное оборудование позволяет ускорить операции по настройке, расточке и хонинговке блоков в несколько раз, по сравнению с древним отечественным оборудованием. Чтобы понять на сколько быстрее, то следует отметить, что многие станки от европейских или американских производителей позволяют расточить четырёхцилиндровый блок цилиндров в течение 20-30 минут, при съеме слоя металла со стенок цилиндров до 0,5 мм (на диаметр).
До сих пор самым распространённым и надёжным были и остаются станки фирмы «Sunnen» американских производителей (например станок CV616). Их станки имеют целый ряд преимуществ перед отечественным оборудованием — высокая надёжность и производительность, описанная чуть выше, ну и разумеется достаточно высокая точность и простота настроек управления, а на современных станках наличие автоматики позволяет почти полностью автоматизировать процесс (например с помощью автоматической подачи хона на разжим брусков) при наличии заказов с одинаковыми параметрами.
К тому же некоторые станки, (например тот же CV616) позволяют без предварительной расточки сразу хонинговать стенки цилиндров под нужный окончательный диаметр цилиндров. Это существенно экономит время на обработку и электроэнергию.
Единственная задержка, и то в конце работы, нужна для быстрой смены брусков с более мелким зерном для финишного прохода (точнее для смены на специальные безабразивные щётки, которые не позволяют шаржироваться поверхности стенок цилиндров, как это происходит с обычными абразивными брусками, и в итоге поршневые кольца и сами поршни прослужат существенно дольше) .
Ну и естественно точность станков этой фирмы достаточно высока и позволяет добиться не только поверхности нужного класса шероховатости, но и конусности, а так же элипности цилиндров блока в пределах современных допусков, то есть не более 0,01 мм.
Ну и напоследок хочется отметить, что как правило вместе с расточкой блока в капремонт изрядно пробежавшего двигателя входит и шлифовка коленчатого вала с заменой вкладышей и подробно об этой операции желающие могут почитать вот здесь. Если же ваш двигатель имеет значительный пробег, то также не помешает произвести и ремонт постелей распределительного вала о котором я подробно описал в этой статье.
Вот вроде бы и всё, надеюсь эта статья о расточке блока цилиндров будет полезна, особенно новичкам, успехов всем.
Расточка и Хонингование — motor-masters.ru
Рассмотрим сегодня обработку самой большой детали в двигателе и самых больших заблуждений при его ремонте, это блок цилиндров и поршневая группа. От этого узла в большей мере зависит ресурс всего мотора в целом. Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0.03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0.03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
1. Получить отверстие заданного размера с конусностью и эллипсностью не более 0.01мм.
2. Гарантировать перпендекулярность оси отверстия оси коленвала.
3. Обеспечить необходимую чистоту поверхности с заданным микрорельефом.
Миф первый: блок можно не растачивать, а сразу отхонинговать в размер.
Расточка блока необходима, поскольку цилиндры могут быть изношенны неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Изначальная причина — качество самого чугуна, исходного материала. Я не делал ни металлографию, ни исследования химического состава, но о снижении качества могу судить по тому, как обрабатывается данный блок. При расточке двух-трех блоков 15-летней давности твердосплавный резец требует заточки после каждых 2–3 блоков. Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Миф второй: чем зазор меньше тем лучше.
При кажущейся простоте достичь хорошего результата удается далеко не всегда и очень часто по причине одного из самых устойчивых мифов «поршень должен опускаться в цилиндр с небольшим усилием, а вы расточили так, что он туда падает». Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Отечественных производителей много, но проблемы у всех сходные. Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Наиболее типичная операция, выполняемая практически в любой мастерской – расточка цилиндра до следующего ремонтного размера поршня. Расточка блока под установку гильз – уже следующая по сложности операция, при этом необходимо обеспечить требуемый натяг при посадке гильзы не менее 0. 04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.
04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.
Миф третий: поверхность цилиндра после обработки должна быть гладкой и блестящей.
При ремонте деталей двигателя и, в частности, блока цилиндров нет неответственных операций, однако финишная обработка особенно важна. Хонингование является именно такой финишной операцией, от качества и точности которой во многом зависит ресурс работы двигателя. При ремонте блока цилиндров необходимо выдержать целый ряд допусков формы и расположения поверхностей. Расположение и прямолинейность осей цилиндра осуществляется с помощью расточки, а круглость, цилиндричность, формирование микрорельефа и обеспечение определенной структуры металла на его поверхности достигается только хонингованием.
Хонингование (англ. Honing) — отделочная обработка внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
При этом микропрофиль поверхности цилиндра, зависит от характеристик применяемых абразивных брусков и режимов хонингования, в том числе от частоты вращения хонголовки, скорости ее вертикальной подачи, давления брусков на стенки, а также свойств и количества смазки, подаваемой в зону резания.
После расточки для хонингования должно оставаться не меньше 0.08 мм в противном случае остается слой деформированного материала, который негативно сказывается на долговечности поршневой группы, многие расточники пренебрегают этим правилом в силу природной лени или незнания элементарной технологии обработки.
Бруски для хонигования бывают абразивные и алмазные, первых хватает на 30-40 блоков, работать с ними сложнее, но правильнее, алмаз практически вечен, но есть проблема.
Алмаз – мелкая и не очень острая частица, и когда эти частицы плотно друг с другом связаны, для обработки отверстия требуется очень большое давление. Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Обработку продолжают брусками с более мелким абразивом. Микрорельеф поверхности по завершении этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоскости» выступов. Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
И так, подведем итоги поверхность цилиндра после РАСТОЧКИ и хонингования абразивными брусками НЕ ДОЛЖНА БЫТЬ ГЛАДКОЙ и главное, ЗАЗОР ДОЛЖЕН БЫТЬ ДОСТАТОЧНЫМ для нормальной работы двигателя.
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Завершающей операция промывка блока от стружки и остатков абразива. Забудьте о бензине и керосине, промывать следует горячим раствором соды, иначе удалить абразив из поверхности цилиндра невозможно и он будет медленно, но верно изнашивать поршень и кольца. После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
Гильзовка блока цилиндров при ремонте двигателя в компании Механика
Гильзовка блоков цилиндров гильзами из серого чугуна
(фото: гильзовка блоков цилиндров)
Если авто мастер поставил диагноз «нужна гильзовка блока цилиндров», что делать автовладельцу?
Почти каждый знает, как устроен двигатель внутреннего сгорания. Для совсем непосвященных — маленький ликбез:
Есть блок цилиндров, есть цилиндры, внутри цилиндров движутся поршни, их поступательное движение под действием энергии, полученной при воспламенении топливной смеси преобразуется во вращательное движение коленчатого вала, посредством кривошипно-шатунного механизма.
Каждый поршень, передав свое усилие на коленчатый вал, возвращается в исходное положение, и все начинается сначала. Такой цикл повторяется многократно миллионы раз.
Давление и температура и нагрузки внутри цилиндров очень высоки, и постепенно стенки цилиндров и поршни изнашиваются. И тогда цилиндрам требуется ремонт, а поршни подлежат замене.
Блоки цилиндров (далее БЦ) бывают с т.н. «мокрыми» гильзами и «сухими». А бывают и вообще без гильз, когда цилиндр выполнен прямо в блоке. Блок цилиндров с «мокрыми» гильзами сконструирован так образом, что сменная гильза непосредственно омывается охлаждающей жидкостью, в БЦ с «сухими» гильзами последняя полностью находится в теле блока цилиндров и непосредственно с охлаждающей жидкостью не контактирует.
Расточка или гильзовка?
В большинстве случаев, восстановление цилиндров ограничивается «расточкой» т.е. цилиндр растачивается до ремонтного размера (установленного заводом изготовителем), а изношенные поршни заменяются ремонтными (соответствующего, увеличенного диаметра).
Если выработка в цилиндрах настолько велика, что цилиндр не выходит в ремонтный размер или нужных ремонтных поршней не выпускают, то применяется гильзовка блока цилиндров.
На этом ликбез мы завершаем и переходим к теме, обозначенной в заголовке.
Блоки с сухими гильзами могут быть выполнены из чугуна или алюминия
Чугунные блоки цилиндров
БЦ гильзованные «с завода».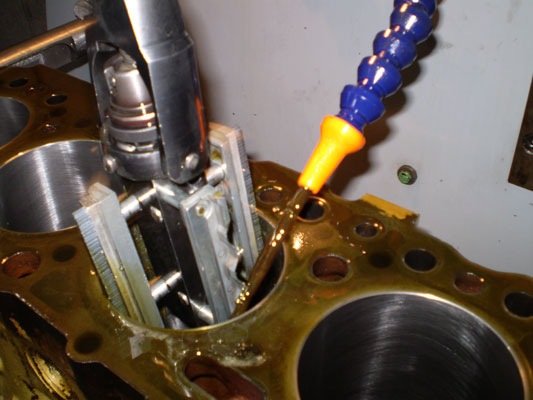 В этом случае заводские гильзы выпрессовывают или вырезают на расточном станке и устанавливают (запрессовывают) в цилиндры, промышленно выпускаемые для данного двигателя или специально изготовленные гильзы с натягом (0,05-0,8 мм), которые затем растачивают и хонингуют.
В этом случае заводские гильзы выпрессовывают или вырезают на расточном станке и устанавливают (запрессовывают) в цилиндры, промышленно выпускаемые для данного двигателя или специально изготовленные гильзы с натягом (0,05-0,8 мм), которые затем растачивают и хонингуют.
БЦ с цилиндрами без гильз. Цилиндры растачивают, запрессовывают гильзы с натягом (0,05-0,08 мм), затем уже гильзы растачивают в необходимый размер и хонингуют.
БЦ с токостенными стальными гильзами. Тонкостенные стальные гильзы устанавливаются в посадочные места БЦ с зазором 0,01-0,03 мм. Такие гильзы производятся полностью готовыми и не требуют расточки и хонингования. После удаления старых гильз контролируется геометрия посадочных мест и новые гильзы устанавливаются без применения пресса.
Алюминиевые блоки цилиндров
Встречается (в основном) 4 вида алюминиевых БЦ: Гильзованные чугунными гильзами «с завода», алюсиловые БЦ (весь блок состоит из алюминиево-кремниевого сплава), БЦ с никасиловым покрытием цилиндров (в н. в. не применяется), БЦ с плазменным напылением на железной основе. Существуют различные методы ремонта перечисленных БЦ. В данной статье мы рассказываем только о гильзовке чугунными гильзами.
в. не применяется), БЦ с плазменным напылением на железной основе. Существуют различные методы ремонта перечисленных БЦ. В данной статье мы рассказываем только о гильзовке чугунными гильзами.
Алюминиевые БЦ гильзованные «с завода» чугунными гильзами. Технология гильзовки в целом схожа с применяемой при гильзовке чугунных БЦ гильзованных «с завода». Чугунные гильзы вырезают на расточном станке, устанавливают новые гильзы, затем их растачивают и хонингуют, но вот в установке гильз есть принципиальное отличие. В алюминиевый цилиндр гильзы нельзя устанавливать при помощи пресса, поэтому применяется горячая посадка. Блок разогревают в печи, а гильзы, охлажденные при помощи жидкого азота, устанавливают в цилиндры без помощи пресса.
Алюсиловые БЦ. Технология схожа с гильзовкой чугунных блоков без гильз. Разница, как и в п.п. 2.1, в способе установки (также применяется горячая посадка).
БЦ с никасиловым покрытием или плазменным напылением на железной основе гильзуются по той же технологии, что и БЦ из алюсила.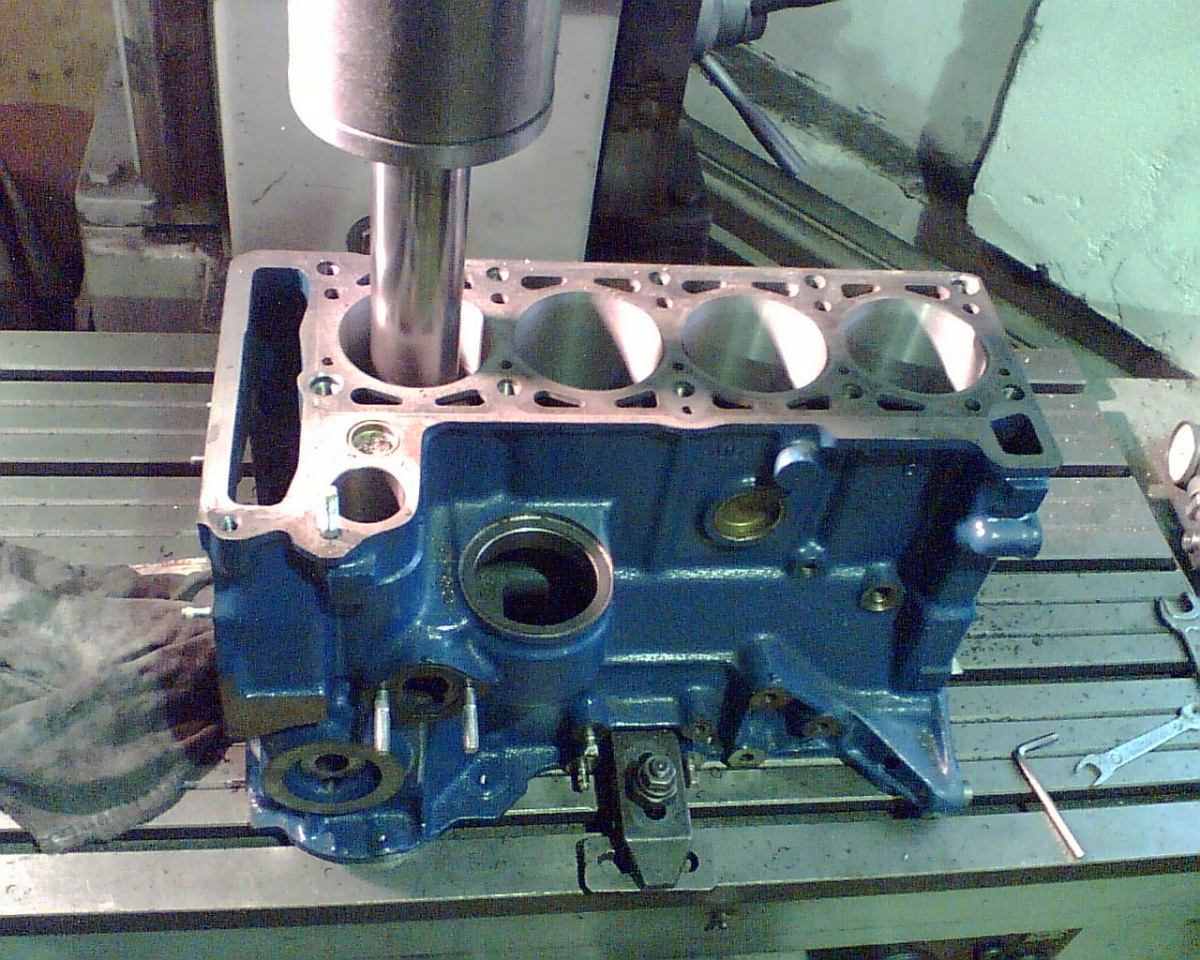
(фото: гильзовка блоков цилиндров)
Различают гильзовку БЦ с верхним и с нижним упором (гильзовка без упора, когда гильза держится в цилиндре только за счет натяга является неправильной и не надежной). В случае гильзовки с верхним упором гильза изготавливается (или используется готовая) с буртом, а в БЦ вырезается посадочное место под бурт. В случае гильзовки с нижним упором (применяется, когда гильзовка с верхним упором невозможна, например, цилиндры расположены так близко, что нет места для буртов) используется прямая цилиндрическая гильза, а при расточке цилиндра под запрессовку гильзы в нижней его части оставляется пояс металла для упора гильзы.
В финале необходимо оговориться, что если гильзовка чугунных БЦ является штатной операцией, то гильзовка алюминиевых БЦ чугунными гильзами большинством производителей не рекомендована. Однако, наработанный многолетний опыт нашей компании доказывает, что после гильзовки чугунными гильзами алюминиевые БЦ, естественно при соблюдении технологии сборки и правил эксплуатации двигателя успешно «ходят» долгие годы и не вызывают проблем.
Расточка блока цилиндров
Расточка с хонинговкой блоков цилиндров применяется в тех случаях, когда блок цилиндров изношен, и размер гильз цилиндров «вышел» из предельно допустимого, необходимо расточить блок в ремонтный размер. Технологический процесс заключается в том, что сперва на расточном станке обрабатываются гильзы цилиндров, а затем — на хонинговальном станке делается финишная обработка гильз цилиндров.
ПРЕИМУЩЕСТВА РАСТОЧКИ С ХОНИНГОВКОЙ БЛОКА
Суть хононговки в том, что после расточки, хонинговальными брусками убирается дефектный слой чугуна, оставшийся от резца.
Ина стенки цилиндров, под определенным углом, наносятся «сетка» хона. После такой обработки, при работе двигателя, масляная пленка с помощью микронеровностей удерживается на гильзах, и предотвращает повышенный износ деталей цилиндро-поршневой группы. Это значительно увеличивает ресурс отремонтированного двигателя!
Второе преимущество такой обработки в том, что отпадает необходимость менять поршневые кольца после обкатки двигателя! (Как того требуют старые книги по ремонту моторов, когда расточка блока происходила без применения хонинговального оборудования).
Работы по ремонту происходили следующим образом:
После расточки цилиндра резцом оставался «дефектный» (рыхлый) поверхностный слой чугуна, который необходимо было удалять в процессе обкатки поршневыми кольцами. Для этого блок растачивался беззазорно, даже с небольшим натягом. Поршень двигателя должен был под своим весом плавно опускаться в цилиндре. После обкатки такого мотора кольца «сдирали» дефектный слой, набивая, так называемое, «зеркало».
Таким образом, между поршнем и цилиндром образовывался необходимый для нормальной работы монтажный зазор 0,03-0,04 мм. В процессе обкатки частицы чугуна попадали в масло, и эта абразивная смесь способствовала повышенному износу всех трущихся деталей двигателя.
Вторым негативным фактором, влияющим на ресурс отремонтированного двигателя, являлось «зеркало», набитое поршневыми кольцами. Происходило то, что маслосъемное кольцо соскребало все масло с идеально гладкой поверхности, и компрессионные кольца двигались по цилиндру, практически без смазки, интенсивно изнашивая блок цилиндров.
УВЕЛИЧЕНИЕ РЕСУРСА ДВИГАТЕЛЯ
В настоящее время дефектный слой чугуна убирается в процессе хонинговки.
И это позволяет растачивать блок цилиндров сразу с необходимым монтажным зазором, который устанавливается для каждого двигателя производителем поршней индивидуально, и указывается на самом поршне (в прилагаемой к нему упаковке или документации).
А нанесенная на стенки цилиндров «сетка» хона задерживает масло, позволяя всем поршневым кольцам получать достаточную смазку в процессе работы двигателя. Что в разы увеличивает ресурс двигателя!
Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА
С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
МЫ ОСУЩЕСТВЛЯЕМ
ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ
БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место.
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.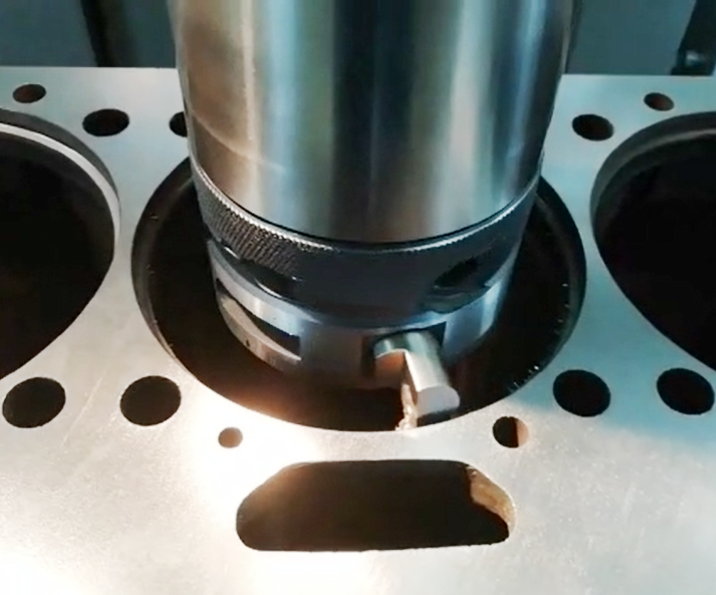
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.
Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ
С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)
МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ
ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ —
MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого.
Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей. Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора.
Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.
Расточка блока цилиндров
Блок цилиндров считается одной из самых важных частей двигателя автомобиля. От качества работы блока цилиндров будет зависеть эффективность работы всего ДВС. Однако, по мере износа двигателя Вашего автомобиля, внутренняя поверхность цилиндров может терять правильную цилиндрическую форму, что приводит к проблемам в работе ДВС и потере его мощности. Чаще всего эти проблемы связаны с деформацией и выводом из строя силовых агрегатов двигателя, вызванных чрезмерным внутренним напряжением. Нередко нарушения внутренней поверхности блока возникают при неравномерном износе цилиндра, например когда ось цилиндра не перпендикулярна оси коленвала. Это приводит к неравномерному движению поршня в блоке, в результате чего происходит повышенный износ двигателя. Как бы то ни было, единственным способом исправить такой дефект является расточка блока цилиндров.
Чаще всего эти проблемы связаны с деформацией и выводом из строя силовых агрегатов двигателя, вызванных чрезмерным внутренним напряжением. Нередко нарушения внутренней поверхности блока возникают при неравномерном износе цилиндра, например когда ось цилиндра не перпендикулярна оси коленвала. Это приводит к неравномерному движению поршня в блоке, в результате чего происходит повышенный износ двигателя. Как бы то ни было, единственным способом исправить такой дефект является расточка блока цилиндров.
В чём же заключается суть такой процедуры? Расточкой блока цилиндров называют устранение неровностей и дефектов (нередко заводских) путём снятия слоёв метала в тех местах блока, где имеется дефект, зазубрина, неровность или слишком узкий диаметр просвета. Также расточка позволяет выровнять оси цилиндров, и выправить нарушенную геометрию блока. Иногда расточку блока цилиндров проводят исключительно для того чтобы увеличить мощность двигателя автомобиля (под больший диаметр цилиндра). На первый взгляд процедура кажется до банальности простой. Но это не так. Здесь очень важна геометрическая точность работы, так как ошибка мастера может привести двигатель к поломке. В нашем автосервисе проводят работу по расточке блока цилиндров, состоящую из трёх основополагающих этапов – это дефектовка, собственно расточка и хонингование (шлифовка) блока.
Но это не так. Здесь очень важна геометрическая точность работы, так как ошибка мастера может привести двигатель к поломке. В нашем автосервисе проводят работу по расточке блока цилиндров, состоящую из трёх основополагающих этапов – это дефектовка, собственно расточка и хонингование (шлифовка) блока.
Перед началом работ по расточке, квалифицированные специалисты проводят дефектовку блока цилиндров. Дефектовка позволяет определить ремонтопригодность цилиндра, а также причины и величину неисправности, способы её устранения. Дефектовка блока цилиндров проводится при помощи визуального осмотра двигателя и при помощи особых измерительных приборов, которые позволяют определить степень износа маховика, коленвала, блока цилиндров, а также выявить геометрические отклонения и дефекты блока и т.д. Без проведения дефектовки дальнейшая работа по ремонту бессмысленна. После проведения всех диагностических процедур и выявления деформаций и нарушений работы блока цилиндра, приступают к самой расточке.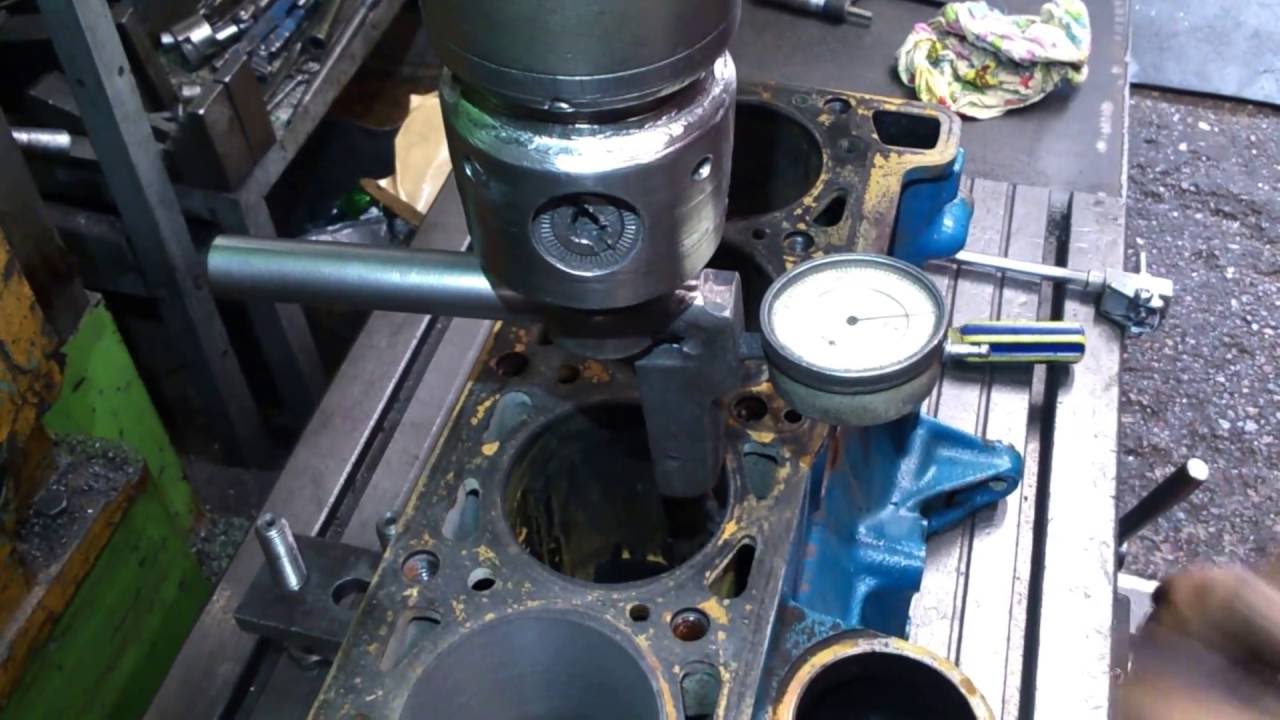
Расточка блока цилиндров – очень точная и тонкая процедура, требующая от специалиста особых навыков и умений. Говоря простым языком, расточкой называют поэтапное снятие металла со стенок блока, при помощи специальных резцов. Во время проведения работы, двигатель фиксируется на столе расточного станка таким образом, чтобы его верхняя и нижняя части были параллельны друг другу. Это позволяет добиться постепенного выравнивания поверхности и равномерности диаметра цилиндра. После этого каждый отдельно поршневой отсек растачивается при помощи специальных резцов. Качественно выполнить подобную процедуру могут лишь специалисты автосервиса, на профессиональном оборудовании. Все попытки дилетантов произвести расточку в домашних условиях, как правило, приводят к поломке или последующей некачественной работе двигателя.
Заключительным этапом расточки является хонингование, или шлифовка блока цилиндров. Хонингование часто называют чистовой работой по расточке блока цилиндров, поскольку она позволяет добиться идеальной точности и гладкости обрабатываемой поверхности. Шлифование поверхности цилиндров проводится при помощи мелкозернистых абразивных блоков, которые возвратно-поступательными движениями опускаются в каждый из цилиндров. Во время проведения хонингования применяют смазку на керосине или керосиновой смеси веретённого масла. Некоторые дилетанты, считают этот этап работы необязательным, не имеющим особого значения. Наши специалисты с ними не согласны. Мы знаем, что от качества хонингования во многом зависит долговечность работы двигателя.
Шлифование поверхности цилиндров проводится при помощи мелкозернистых абразивных блоков, которые возвратно-поступательными движениями опускаются в каждый из цилиндров. Во время проведения хонингования применяют смазку на керосине или керосиновой смеси веретённого масла. Некоторые дилетанты, считают этот этап работы необязательным, не имеющим особого значения. Наши специалисты с ними не согласны. Мы знаем, что от качества хонингования во многом зависит долговечность работы двигателя.
Расточка блока цилиндров
Несмотря на воздействие значительных нагрузок в процессе эксплуатации, блок цилиндров автомобильного двигателя достаточно устойчив. Достаточно часто он благополучно переживает капремонт и функционирует до выработки моторесурса агрегата. Пришло время вдохнуть вторую жизнь в сердце четырехколесного коня? Тогда самое время направить свои колеса в автосервис «Автоцвет» на Волгоградском проспекте!
В каких случаях и когда необходима расточка цилиндров
Как правило, расточка цилиндров выполняется во время проведения капитального ремонта двигателя. Цель этой обработки — восстановить правильную геометрическую форму цилиндров. Со временем изначально круглые цилиндры постепенно становятся эллипсовидными, на поверхности появляются дефекты и неровности. Из-за нарушения геометрии детали цилиндропоршневой системы неплотно прилегают друг к другу и несогласованно работают, что приводит к падению мощности и провоцирует преждевременный износ других деталей двигателя.
Цель этой обработки — восстановить правильную геометрическую форму цилиндров. Со временем изначально круглые цилиндры постепенно становятся эллипсовидными, на поверхности появляются дефекты и неровности. Из-за нарушения геометрии детали цилиндропоршневой системы неплотно прилегают друг к другу и несогласованно работают, что приводит к падению мощности и провоцирует преждевременный износ других деталей двигателя.
На сегодняшний день конструктивные особенности двигателей и уровень развития автохимической отрасли делают эту процедуру гораздо менее актуальной, чем несколько десятилетий назад. Многие иномарки прекрасно обходятся без расточки, а цилиндры в ДВС некоторых производителей, изготовленные из алюминия, растачивать нельзя.
Помимо восстановления геометрии, расточка цилиндров постоянно используется при тюнинга двигателя. Логика проста. При уменьшении толщины стенок цилиндра увеличивается его объем. Соответственно увеличивается потребление топливно-воздушной смеси и мощность двигателя.
А где вы будете растачивать блок цилиндров?
Данная операция выполняется на специальном станке и требует наличия профессиональных навыков. Необходимо разобрать двигатель, выполнить контрольные замеры размеров цилиндров и собственно расточку, подобрать поршни, соответствующие ремонтным размерам цилиндров. Поэтому мы настоятельно рекомендуем обратиться в профессиональный автосервис, где мастера выполняют подобные работы не от случая к случаю. Вы находитесь в поиске грамотных мотористов? Тогда приезжайте в «Автоцвет» — здесь вы всегда получите:
- комплексный подход — выполняем ремонт ДВС иномарок и отечественных авто любой степени сложности;
- широкий ассортимент услуг — в одном месте можно полностью привести автомобиль в порядок;
- высокое качество работ — у нас работают мастера с опытом от 5 лет;
- ответственное отношение — предоставляем фирменную гарантию на все виды ремонта.
Выбирайте хорошее обслуживание в проверенном автосервисе! Ждем вас на диагностике двигателя!
Растачивание, хонингование и балансировка вашего двигателя
Модификация и перестройка двигателей является большим увлечением для людей, которые любят высокопроизводительные автомобили, и тех, кто хочет вдохнуть новую жизнь в любимые автомобили. Работа с механической мастерской для обработки некоторых из более сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, так как механики в этих мастерских имеют квалифицированное обучение и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности нужный.Это особенно важно, когда дело касается расточки, хонингования и балансировки двигателя.
Работа с механической мастерской для обработки некоторых из более сложных частей модификации и восстановления двигателя вашего автомобиля гарантирует, что работа будет выполнена правильно, так как механики в этих мастерских имеют квалифицированное обучение и нужные инструменты, компоненты и автомобильные аксессуары для обеспечения точности нужный.Это особенно важно, когда дело касается расточки, хонингования и балансировки двигателя.
Растачивание двигателя предполагает использование машин для расширения и сужения цилиндров. С точки зрения производительности, сверление двигателя может дать вам больше мощности и крутящего момента, поскольку это изменит рабочий объем двигателя. Рабочий объем двигателя относится к рабочему объему всех поршней внутри цилиндров двигателя. Рабочий объем влияет на количество топлива, потребляемого цилиндром для создания мощности, при этом двигатели с большим рабочим объемом потребляют больше воздуха и топливной смеси за оборот, что приводит к более мощному сгоранию.
Объем двигателя играет важную роль в определении мощности и крутящего момента вашего двигателя, а также его экономии топлива. В общем, чем больше рабочий объем вашего двигателя, тем большую мощность он может создать. Меньший рабочий объем может привести к большей экономии топлива.
На самом деле для расчета смещения используется математическое уравнение:
Объем двигателя = π / 4 * диаметр цилиндра * ход * количество цилиндров.
Рабочий объем — это лишь один из факторов, влияющих на мощность вашего двигателя.Другие факторы включают подачу топлива, расположение клапанного механизма, системы принудительной индукции и зажигания. В некоторых странах автомобили облагаются налогом в зависимости от объема двигателя.
Растачивание производится также при ремонте двигателей механиками. С годами эксплуатации цилиндры двигателя изнашиваются, так как напряжения трения вызывают износ. Растачивание цилиндров двигателя помогает очистить их от мусора, который может накапливаться за годы использования.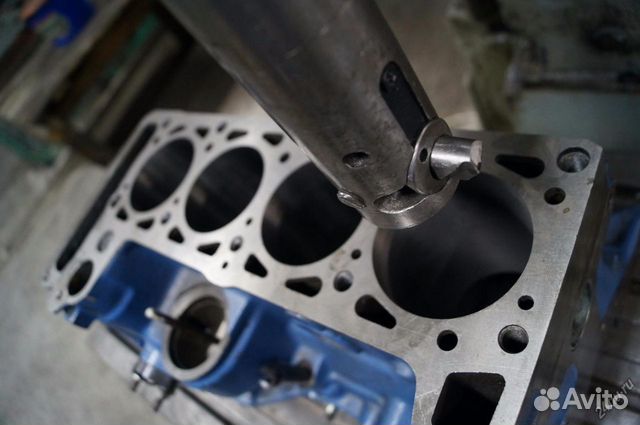
Растачивание двигателя лучше доверить профессиональным механикам, поскольку неудачная работа может привести к серьезным проблемам.Если отверстие не выполнено правильно, это может привести к детонации двигателя.
Пуск двигателя — еще один метод увеличения рабочего объема. Ход двигателя позволяет получить больший рабочий объем, чем растачивание, но также требует большой точности при выборе подходящих автомобильных аксессуаров и запчастей.
При такте двигателя механик изменит расстояние, на которое поршень проходит в отверстии цилиндра. Увеличивая расстояние, которое поршень проходит в цилиндре, механик может увеличить рабочий объем двигателя.Ход двигателя также увеличивает крутящий момент за счет увеличения плеча или рычага коленчатого вала двигателя.
Хонингование Хонингование включает использование абразива для создания прецизионной поверхности на куске металла. Хонингование используется в самых разных сферах, например, при чистовой обработке цилиндров автомобильных двигателей.
При хонинговании цилиндров механики используют вращающийся инструмент с абразивом для удаления металла изнутри цилиндра. Хонингование цилиндра помогает довести внутреннюю поверхность цилиндра до определенного диаметра и формы.Хонингование проводится после растачивания, чтобы сгладить неровности поверхности цилиндра, вызванные растачиванием.
Абразивы, обычно используемые при хонинговании, включают карбид кремния и оксид алюминия. Эти абразивы недорогие и универсальные. В последнее время производители высокопроизводительных двигателей все чаще обращаются к алмазным абразивам. Механики больше любят эти абразивы, потому что они могут удерживать режущую кромку дольше, чем другие формы абразивов.
Правильное хонингование очень важно. Плохая хонинговальная работа может привести к неправильной посадке поршневых колец, которая будет препятствовать потоку масла, а также к некоторым другим негативным последствиям.
Хонингование затруднено. Среднестатистический механик по теневому дереву не имеет инструментов или технических навыков для воспроизведения отделки цилиндра OEM. В некоторых регионах страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет проверку на выбросы.
В некоторых регионах страны, где проводятся испытания на выбросы, это может быть проблемой, поскольку неправильно отточенные цилиндры могут привести к тому, что автомобиль не пройдет проверку на выбросы.
Балансировка двигателя — еще одна важная часть восстановления или модификации двигателя. Баланс вашего двигателя влияет на многие аспекты его работы, включая:
- Долговечность
- Производительность
- Мощность
- Топливная эффективность
- Шум
- Вибрация
- Воздействие на окружающую среду
Короче говоря, балансировка вашего двигателя уравновешивает возвратно-поступательные и вращающие силы, возникающие в вашем двигателе, что позволяет ему работать более плавно и пользоваться большей полезностью и долговечностью.Многие люди не осознают, что их автомобили приводятся в действие за счет мини-взрывов в двигателе, которые происходят во время сгорания. Балансировка двигателя помогает управлять воздействием этих реакций.
Балансировка двигателя помогает управлять воздействием этих реакций.
Одной из основных задач балансировки двигателя является выравнивание веса различных деталей. Механики должны уравновесить вес поршней, пальцев, колец, шатунов, болтов шатунов и подшипников, чтобы уравновесить силы, действующие на коленчатый вал автомобиля.
При балансировке двигателя механики точно взвешивают детали, чтобы определить, какой поршень и шток самые легкие.Затем механики обрабатывают другие штоки и поршни, чтобы они были равны самому легкому в наборе.
Затем вращающиеся и возвратно-поступательные грузы оцениваются изолированно друг от друга. После того, как веса были определены, на каждой шейке штанги собираются грузы, имитирующие весь вращающийся вес и половину возвратно-поступательного веса. Затем коленчатый вал помещается на балансир двигателя и вращается.
В некоторых случаях механики будут пытаться перебалансировать коленчатый вал, чтобы минимизировать вибрации и гармоники в определенном диапазоне оборотов.
Опять же, важно, чтобы работа по балансировке выполнялась квалифицированным специалистом с соответствующими инструментами, чтобы обеспечить очень точную балансировку двигателя, особенно если вы выполняете модернизацию характеристик своего автомобиля.
Быстро развивающийся рынок запасных частей для автомобилейРемонт двигателей и другие послепродажные работы — это быстро развивающаяся отрасль в США. Американцы любят свои автомобили, и они любят персонализировать их с помощью уникальных функций или повышать их производительность с помощью двигателя и других модификаций.В США рынок запчастей для автомобилей оценивается примерно в 318,2 миллиарда долларов, и на нем работает более 4 миллионов человек.
Среди автолюбителей существует сильное движение «сделай сам», но многие даже самые упорные мастера работают с механическими цехами и другими профессиональными механическими мастерскими для выполнения самых сложных автомобильных работ.
Выбирая механический цех для ремонта или модернизации двигателя, обязательно задайте следующие вопросы:
Является ли этот магазин надежным поставщиком необходимого мне ремонта или модернизации двигателя? Как его профессиональная репутация в обществе? Если многие из ваших друзей и соседей не могут сказать ничего хорошего о механике, с которым вы собираетесь вести дела, примите это как предупреждение. Репутация — это все в этом бизнесе. Магазины, которые делают хорошую работу, получают хорошие отзывы.
Репутация — это все в этом бизнесе. Магазины, которые делают хорошую работу, получают хорошие отзывы.
Есть ли в этом магазине подходящие инструменты для работы? Обычным людям может быть сложно это оценить. Возможно, стоит поговорить с магазином, который вы собираетесь использовать, чтобы узнать, какие инструменты они используют, а затем провести небольшое исследование.
Персонал заинтересован в его работе? Автолюбители обычно могут сказать, когда их механик разделяет их энтузиазм, а когда они просто делают работу.Механики, которые с энтузиазмом относятся к вашему проекту, с большей вероятностью приложат к нему немного дополнительных усилий.
Team C Performance Center предоставляет автозапчасти и механический цех с полным спектром услуг для автолюбителей в районе Лос-Анджелеса. Компания Team C Performance работает с 1978 года и предлагает сотни высокопроизводительных автозапчастей и автомобильных аксессуаров от более чем 150 производителей. Механический цех может помочь вам с расточкой, хонингом, настилом, изменением размеров штоков, работой с клапанами, полным ремонтом двигателя и многим другим. Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Посетите сегодня, чтобы узнать, как Team C Performance Center может помочь вам создать автомобиль, о котором вы всегда мечтали.
Источники
1. https://itstillruns.com/bore-out-engine-cylinder-7500753.html
2. http://www.enginebuildermag.com/2002/11/the-smooth-science-of-cylinder-honing/
3. http://www.autocare.org/Secondary.aspx?id=77&gmssopc=1
Двигатель— Повлияет ли расточка цилиндра на его долговечность в дальнейшем?
Избыточное растачивание цилиндра — это процесс, обеспечивающий чистоту стенки цилиндра, обеспечивающую уплотняющую поверхность для сопряжения колец.Часто, когда двигатель стареет и изнашивается, на поверхности стенок цилиндра появляются потертости. Это пример изношенной стенки цилиндра:
После расточки и хонингования цилиндр должен выглядеть примерно так:
На картинке вы видите штриховку. Это вызвано операцией хонингования и помогает кольцам «усесться» во время перерыва в процессе. Когда используется термин «седло», это означает, что кольцо слегка изношено, позволяя ему соприкасаться со стенкой цилиндра и образовывать уплотнение, которое удерживает сжатие в цилиндре / камере сгорания, а также не пропускает масло.Вторичная цель расточки цилиндра — убедиться, что он полностью круглый. Чтобы сделать это правильно, в магазине следует использовать торсионную пластину, которая прикрепляется к деке во время расточки и окончательного хонингования. Это имитирует прикрепление головки к блоку во время процесса, поэтому, когда головка окончательно прикреплена, учитываются все небольшие отклонения, и цилиндр становится настолько близок к круглому, насколько это возможно.
Когда используется термин «седло», это означает, что кольцо слегка изношено, позволяя ему соприкасаться со стенкой цилиндра и образовывать уплотнение, которое удерживает сжатие в цилиндре / камере сгорания, а также не пропускает масло.Вторичная цель расточки цилиндра — убедиться, что он полностью круглый. Чтобы сделать это правильно, в магазине следует использовать торсионную пластину, которая прикрепляется к деке во время расточки и окончательного хонингования. Это имитирует прикрепление головки к блоку во время процесса, поэтому, когда головка окончательно прикреплена, учитываются все небольшие отклонения, и цилиндр становится настолько близок к круглому, насколько это возможно.
Я предполагаю, что степени сжатия изменятся, так что механики делают, чтобы компенсировать изменение размеров цилиндров?
Статическая степень сжатия (CR) может несколько измениться при растачивании цилиндра.Это связано с небольшой разницей в диаметре отверстия. При расчетах CR необходимо учитывать новый объем увеличенного цилиндра. Даже при небольшом общем количестве, которое наблюдается, когда поршень находится в верхней мертвой точке (ВМТ), изменение будет, даже незначительное. Скорее всего, будут другие факторы, которые будут тяжелее для CR, чем это, например, объем тарелки или купола поршня, размер камеры сгорания и толщина прокладки головки.
При расчетах CR необходимо учитывать новый объем увеличенного цилиндра. Даже при небольшом общем количестве, которое наблюдается, когда поршень находится в верхней мертвой точке (ВМТ), изменение будет, даже незначительное. Скорее всего, будут другие факторы, которые будут тяжелее для CR, чем это, например, объем тарелки или купола поршня, размер камеры сгорания и толщина прокладки головки.
Они используют старый поршень или получают новый?
Если вы переточили цилиндр, необходимо использовать новый поршень. Когда зазоры между поршнем и стенкой измеряются в тысячных долях дюйма (или субмиллиметра) и вы расточили цилиндр на +010 дюймов (или +030 дюймов или что-то еще), значит, зазор слишком велик для старого поршня. восполнить слабину. Скорее всего, если цилиндр изношен, это обычно связано с комбинацией поршня и колец, вызвавшей его.Цилиндр отдает так же хорошо, как и берет, поэтому в большинстве случаев эти детали также изнашиваются. Новые поршни — это данность.
Каковы недостатки переточки цилиндра?
Избыточная расточка цилиндра имеет лишь несколько незначительных недостатков. Расточив цилиндр, вы сделали его стенку тоньше. В некоторых случаях, в зависимости от блока, это может привести к перегреву. Некоторые блоки склонны к растрескиванию цилиндров после переточки.В таких случаях вам необходимо убедиться, что стены проверены звуком, чтобы убедиться, что толщина стен может поддерживать ваши цели по мощности. Нет смысла растачивать блок, только чтобы он вышел из строя через короткий промежуток времени.
Кроме этого, я могу вспомнить еще один недостаток — это стоимость работы с машиной. На самом деле, однако, в большинстве случаев гораздо дешевле выполнить работу машины, чем получить новый блок. Если бы вы получили новый блок, вам все равно пришлось бы работать с ним на машине.Кроме того, использованные блоки на самом деле лучше в большинстве случаев (при условии, что они оказываются конструктивно прочными), поскольку они выдержаны в . Когда блок проходит несколько тысяч циклов нагрева / охлаждения при нормальном использовании, металл в блоке становится более выровненным, что снижает образование центров напряжения. Скажу сразу, металл становится счастливее .
Когда блок проходит несколько тысяч циклов нагрева / охлаждения при нормальном использовании, металл в блоке становится более выровненным, что снижает образование центров напряжения. Скажу сразу, металл становится счастливее .
В целом, у чрезмерного отверстия действительно нет недостатков, если блок выдерживает его. Обычно намного дешевле сделать это и отремонтировать двигатель, чем купить новый или, в большинстве случаев, найти / купить подержанный двигатель.Очевидно, что это займет больше времени, но в большинстве случаев конечный продукт того стоит.
Основы растачивания и хода двигателя
Есть только два способа увеличить рабочий объем двигателя: вы можете растачивать его (расточка двигателя увеличивает диаметр цилиндра) или вы можете его перемещать (ход двигателя увеличивает ход коленчатого вала).
Ход двигателя обеспечивает возможность значительно большего увеличения рабочего объема, чем при обычном растачивании двигателя, но также требует большей сложности при выборе и интеграции компонентов. Как и вы, мы хотим узнать, как получить хороший удар (в отличие от того, чтобы его поглаживали), поэтому мы посоветовались с тремя самыми опытными чудаками в стране — легендарным Хэнком Бехтлоффом, его сыном Скоттом и брат Аллан. В то время как Хэнк и Скотт все еще активно занимаются шлифованием кривошипов в компании HTC Products, сегодня Аллан разрабатывает кулачковые приложения Winston Cup для Crane.
Как и вы, мы хотим узнать, как получить хороший удар (в отличие от того, чтобы его поглаживали), поэтому мы посоветовались с тремя самыми опытными чудаками в стране — легендарным Хэнком Бехтлоффом, его сыном Скоттом и брат Аллан. В то время как Хэнк и Скотт все еще активно занимаются шлифованием кривошипов в компании HTC Products, сегодня Аллан разрабатывает кулачковые приложения Winston Cup для Crane.
Информация из этой истории может быть применена для получения большего количества кубических дюймов от двигателя любой марки.
Сколько стоит хороший гребок? Используя стандартную формулу смещения…
Рабочий объем = диаметр отверстия2 x 0,7854 x ход x (количество цилиндров)
… мы видим, что на Chevy 454 V-8 (диаметр отверстия 4,25 дюйма x ход поршня 4,0 дюйма) 0,060 дюйма с увеличенным диаметром отверстия (4,31 дюйма) дает двигатель 466,9 куб. см, но при сохранении стандартного диаметра отверстия в 4,25 дюйма и увеличении хода на 1/4 дюйма до 4,25 дюйма получается 482,3 куб. (Если бы двигатель был расточен на 0,060 дюйма и продвинут на 1/4 дюйма, вы бы получили 496 кубических сантиметров).
(Если бы двигатель был расточен на 0,060 дюйма и продвинут на 1/4 дюйма, вы бы получили 496 кубических сантиметров).
Длина штока или высота сжатия поршня (расположение поршневого пальца) не влияют на размер отверстия или длину хода и, следовательно, не влияют на рабочий объем.Однако после изменения хода может потребоваться изменение длины штока и / или положения поршневого пальца, чтобы правильно расположить верх поршня в блоке для желаемого зазора по высоте деки в верхней мертвой точке (ВМТ).
Чтобы определить общую высоту (H) данного возвратно-поступательного узла:
H = высота сжатия поршня (от центральной линии отверстия до деки) + высота деки поршня (от деки до верха блока) + межосевая длина шатуна + 1/2 хода
Вы используете только половину хода, потому что кривошип вращается по дуге, а половина увеличения общего хода поршня происходит в нижней части цилиндра. Требуемое изменение комбинированной межцентровой длины шатуна, высоты сжатия поршня и высоты деки поршня обратно пропорционально половине любого изменения хода. Вы можете компенсировать разницу, изменив любую комбинацию трех переменных (длина штока, высота сжатия поршня или высота деки) на требуемую величину для поддержания размера «H» — какой из них является самым дешевым или простым для применения.
Требуемое изменение комбинированной межцентровой длины шатуна, высоты сжатия поршня и высоты деки поршня обратно пропорционально половине любого изменения хода. Вы можете компенсировать разницу, изменив любую комбинацию трех переменных (длина штока, высота сжатия поршня или высота деки) на требуемую величину для поддержания размера «H» — какой из них является самым дешевым или простым для применения.
В качестве практического примера факторов, которые необходимо учитывать при пуске двигателя, предположим, что производитель двигателей Ford устанавливает кривошип 302 с ходом 3 дюйма вместо штатного двигателя 289 2.Шатун с ходом 87 дюймов. Он хочет сохранить общую высоту сборки 8,206 дюйма, высоту деки 0,016 дюйма и высоту сжатия поршня 1,60 дюйма, изменив только длину штока (R). Стержни какой длины нужны?
8,206 = 1,60 + 0,016 + R + (1/2 x 3)
8,206 = 3,116 +
8,206 — 3,116 = (3,116 — 3,116) +
5,09 =
рэнд На стандартных двигателях 302 (кроме Boss) Ford использует более короткие стержни 5,09 вместо обычных 5,08. 155-дюймовые стержни.
155-дюймовые стержни.
Даже при сохранении той же высоты поршня и деки общая степень статического сжатия повышается из-за увеличения рабочего объема, который сжимается до того же ранее существовавшего объема зазора в ВМТ. Вот почему, несмотря на то, что малый блок Chevy 383 с коротким штоком (длина от центра до центра 5,565 дюйма) может использовать 350 поршней, степень сжатия оказывается выше по сравнению с коэффициентом, полученным с тем же поршнем и штоком 5,7 дюйма. в стандартном 350.
Шлифование со смещением
Наш гипотетический производитель двигателей Ford установил кривошип с более длинным ходом и более короткие стержни из того же семейства двигателей.Но большие увеличения смещения, которые дает возможность поглаживания, чаще достигаются с использованием модифицированных и / или непроизводственных деталей. Есть несколько способов изменить ход существующего кривошипа. Традиционно самый простой и легкий метод — это процесс, известный как «офсетное шлифование». Обычно при переточке шейки стержня для компенсации износа машинист уменьшает ее диаметр до следующего стандартного доступного подшипника меньшего размера, сохраняя при этом существующее положение оси шейки.Но когда коленчатый вал заземлен со смещением, центральные линии шейки шатуна смещаются дальше от осевых линий шейки коренных подшипников.
Обычно при переточке шейки стержня для компенсации износа машинист уменьшает ее диаметр до следующего стандартного доступного подшипника меньшего размера, сохраняя при этом существующее положение оси шейки.Но когда коленчатый вал заземлен со смещением, центральные линии шейки шатуна смещаются дальше от осевых линий шейки коренных подшипников.
Вместо того, чтобы шлифовать шейку с минимальным смещением до следующего стандартного меньшего размера подшипника (что дает лишь небольшое изменение хода), производительное шлифование со смещением обычно уменьшает конечный диаметр шейки до меньшего размера, используемого другим (но все еще широко доступным) соединением стержень. Например, когда 2,10-дюймовая шейка шатуна с большой стержневой шейкой и малым блоком отшлифована со смещением, размер шейки обычно уменьшается до 2.00 дюймов, размером с малоблочную удочку Chevy ’55-67. Теоретически переход с цапфы 2,10 на цапфу 2,0 должен позволить увеличить ход на 0,100 дюйма, если ход переточен с максимально возможным смещением (смещение его центральной линии на 0,050 дюйма). Однако в реальном мире такое увеличение непрактично: p (Пи, математический оператор, используемый для определения границ круга) — бесконечная фигура, поэтому попытка точно пересечь точку касания двух окружностей разного диаметра непрактично; нужно преодолеть болтовню инструментов; и обычно вы начинаете с подержанной рукоятки, которая требует нормальной шлифовки для компенсации износа.По этим причинам кривошипно-шлифовальные станки обычно допускают «запас прочности» 0,020 дюйма, поэтому реально достижимое увеличение хода при изменении диаметра шейки на 0,100 дюйма составляет примерно 0,080 дюйма.
Однако в реальном мире такое увеличение непрактично: p (Пи, математический оператор, используемый для определения границ круга) — бесконечная фигура, поэтому попытка точно пересечь точку касания двух окружностей разного диаметра непрактично; нужно преодолеть болтовню инструментов; и обычно вы начинаете с подержанной рукоятки, которая требует нормальной шлифовки для компенсации износа.По этим причинам кривошипно-шлифовальные станки обычно допускают «запас прочности» 0,020 дюйма, поэтому реально достижимое увеличение хода при изменении диаметра шейки на 0,100 дюйма составляет примерно 0,080 дюйма.
Ребятам из Chevy, занимающимся мелкоблочной конструкцией, повезло, что их любимый двигатель имеет два разных размера шейки штока. Для многих других двигателей это не так. Фактически, в подавляющем большинстве двигателей, построенных со смещенными кривошипами хода, используются стержни от двигателя другой модели или специальные стержни послепродажного обслуживания.Это может потребовать использования поршней с диаметром пальца, отличным от стандартного (для исходного двигателя).
Сварка
Двигатели с большими шейками штока (например, Buicks, Oldsmobiles и Ford 351 Windsors) могут достигать довольно приличного увеличения хода за счет шлифования со смещением и нестандартных стержней. Но в большинстве случаев действительно радикальное увеличение инсульта требует других решений. Сварка — это традиционная процедура для получения большого хода. Этот процесс включает добавление материала к верхней стороне шейки стержня, а затем переточку до исходного размера шейки стержня, но с перемещением центральной линии шейки наружу по отношению к центральной линии коренного подшипника, тем самым увеличивая ход.Кованые кривошипы являются более подходящими кандидатами для сварки, чем литые кривошипы, но в любом случае традиционная сварка вызывает сильный нагрев, который отрицательно сказывается на металлургической прочности кривошипа. В последние годы были разработаны сложные процессы дуговой сварки под флюсом и повторного нагрева, которые решают эти проблемы, но стоимость сварного стокера, соответственно, выросла до такой степени, что для популярных двигателей, таких как малоблочный Chevy, стокер с индивидуальным заземлением кривошип, сделанный из универсальной необработанной поковки, во многих случаях действительно дешевле. Тем не менее, сварка остается жизнеспособной альтернативой для двигателей сторонних производителей, для которых недоступны универсальные необработанные поковки.
Тем не менее, сварка остается жизнеспособной альтернативой для двигателей сторонних производителей, для которых недоступны универсальные необработанные поковки.
Индивидуальные кривошипы
Когда-то предназначенные для профессиональных гонщиков, нестандартные кованые или заготовленные кривошипы стали все более распространенными в дорогих уличных / полосовых автомобилях. Для наиболее популярных семейств двигателей доступны универсальные необработанные поковки «econo». Их качество и металлургия приемлемы для большинства применений. Как правило, универсальная необработанная поковка изготавливается с эллиптической цапфой стержня, поэтому в нее можно отшлифовать практически любой ход.Недостатком является то, что шлифование эллиптической шейки в готовую круглую шейку нарушает целостность зернистой структуры поковки, фактически сводя на нет ее предполагаемое преимущество перед кривошипом для заготовки. Предполагая, что вы можете себе это позволить, вы, большие руки, можете также купить нестандартную кривошипную рукоятку.
Ограничивающие факторы
Так много возможностей, так мало места. Со всеми вариантами строкера в наши дни можно подумать, что нет предела, когда дело доходит до создания гигантских двигателей. Но реальное увеличение хода ограничено физическими ограничениями блока цилиндров.Мы уже обсуждали проблемы, связанные со штабелированием поршневого узла, но есть и другие проблемы с зазором: большие кривошипы ходового механизма могут удариться о направляющие масляного поддона, и направляющие иногда можно обрезать, но есть опасность взлома масляного канала или водная рубашка. Проблемы с зазором нижней части отверстий цилиндров или распределительного вала также распространены.
Также существует проблема перекрытия между коренной шейкой и шатунной шейкой. Чтобы найти перекрытие (O):
По мере увеличения хода перекрытие в областях кругов, определяемых диаметрами основной и стержневой шейки, уменьшается. Меньшее перекрытие снижает прочность и жесткость кривошипа. Величина допустимого перекрытия определяется прочностью материала кривошипа, выходной мощностью двигателя и его предполагаемым использованием.
Меньшее перекрытие снижает прочность и жесткость кривошипа. Величина допустимого перекрытия определяется прочностью материала кривошипа, выходной мощностью двигателя и его предполагаемым использованием.
При переточке готового кривошипа в ходовой следует соблюдать осторожность, чтобы не зайти во внутренние масляные каналы. Попытки заварить исходную заглушку прохода и просверлить новый проход обычно оказываются безуспешными; в конечном итоге кривошип трескается в области галтеля.
Проблемы с поршнем
Как мы видели, увеличение хода и отсутствие других изменений обычно приводит к тому, что поршень выступает из верхней части блока.Более короткие шатуны обычно не лучшее решение; скорее, поршни с увеличенной высотой пальца помогают переместить верхнюю часть поршня обратно под деку. Поршни можно сделать короче, но только до определенной степени — над поршневым пальцем должно быть место для пакета колец. Даже при использовании тонких колец (1/16 -1/16 -1/8 дюйма или метрических эквивалентов) следует учитывать минимальный общий размер от деки поршня до верхней части точечного отверстия около 0,750 дюйма (больше, если предохранительный клапан проходит ниже поршня). деки, как в случае с Chevys с большими блоками).Различные приспособления позволяют пропускать маслосъемное кольцо через область точечного отверстия, есть даже двухкольцевые поршни; Хотя эти решения приемлемы для регулярно выходящих из строя гоночных двигателей, они не рекомендуются для длительного уличного использования. Вы также можете использовать штифт меньшего диаметра и втулку стержня, но «меньший стержень ломается легче».
деки, как в случае с Chevys с большими блоками).Различные приспособления позволяют пропускать маслосъемное кольцо через область точечного отверстия, есть даже двухкольцевые поршни; Хотя эти решения приемлемы для регулярно выходящих из строя гоночных двигателей, они не рекомендуются для длительного уличного использования. Вы также можете использовать штифт меньшего диаметра и втулку стержня, но «меньший стержень ломается легче».
Кроме того, нижняя часть поршня должна обеспечивать свободный ход кривошипа при НМТ. Высота противовеса (C) определяется, в первую очередь, длиной штока для заданной величины хода:
C = длина от центра штанги к центру
-Толщина поршня ниже отверстия под палец
-Значение зазора (обычно 0.100)
| Диаметр шейки штока. | + | Главный жилой диам. | – | Ход коленчатого вала |
| 2 | ||||
| Ход | + | Диаметр главного журнала. | + | Булавка диам. |
| 2 | ||||
Если существует проблема с зазором, противовес кривошипа или поршень можно обработать заново. Не обрабатывайте противовес заново по дуге окружности, иначе веса будет недостаточно для балансировки.Вместо этого противовес должен быть отшлифован кулачком для обеспечения зазора опытной мастерской по изготовлению шатунов.
Conundrums Con Rod
Двигатели, которые работают в широком диапазоне оборотов (например, двигатели с ускорением или уличные двигатели), лучше всего работают с соотношением шток / ход поршня в диапазоне 1,7: 1. Двигатели, которые работают в узком диапазоне оборотов (такие как сверхскоростные, овальные гусеницы или двигатели для морских гоночных лодок), любят даже более высокие отношения штанги к ходу. По мере увеличения хода стержень должен соответственно удлиняться, чтобы поддерживать оптимальное соотношение стержней, но чем длиннее ход, тем меньше места для установки более длинного стержня.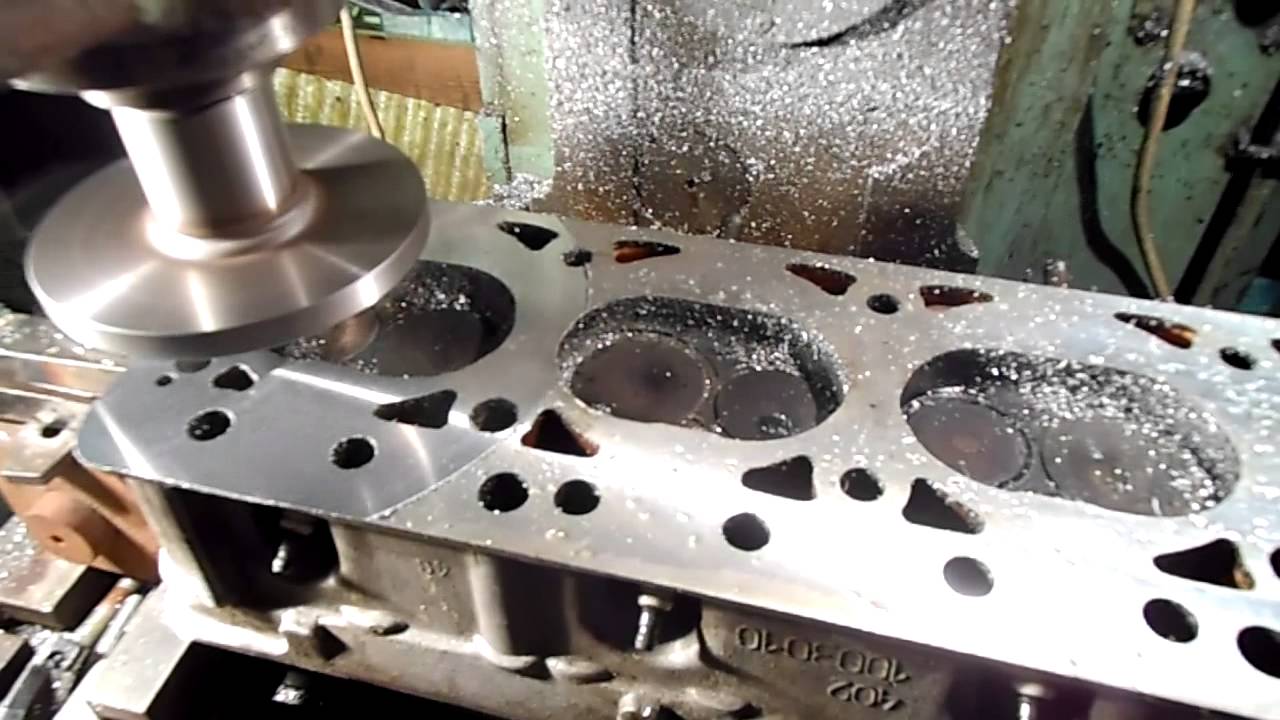 Слишком короткие штоки увеличивают осевую нагрузку на стенки цилиндра и ограничивают максимальную скорость вращения. Итог: на большом гребном ходу используйте стержень максимально возможной длины, исходя из самого маленького практичного поршня.
Слишком короткие штоки увеличивают осевую нагрузку на стенки цилиндра и ограничивают максимальную скорость вращения. Итог: на большом гребном ходу используйте стержень максимально возможной длины, исходя из самого маленького практичного поршня.
Из-за этих сложностей ведущие поставщики послепродажного обслуживания разработали интегрированные наборы штрихов. У них есть опыт, чтобы знать, что практично, а что нет. Если у вас нет опыта в этой области, стоит проконсультироваться с признанным экспертом, таким как «Хэнк Шатун» (HTC). Тем не менее, вознаграждение в виде дополнительной производительности стоит хлопот — вы можете заставить двигатель выглядеть стандартным снаружи, но незаметно упаковать его дополнительным рабочим объемом внутри…и никто не станет мудрее, пока вы не взорвете их двери.
Посмотреть все 7 фотографий На поршне нестандартного ходового поршня слева нижняя часть масляного кольца находится всего на 0,030 дюйма от верха точечного отверстия — вот и все! Сравните это с консервативным интервалом на складе (справа).
Стань больше или становись сильнее правильным путем
Больше, сильнее или одновременно больше и сильнее? Когда цели производительности требуют увеличения рабочего объема двигателя или прогнозируемое давление в цилиндрах и уровни мощности превышают возможности заводской блокировки, необходимо решить проблему с блоком двигателя.Блок двигателя служит фундаментом для всего двигателя. Его основная цель — установить дом как для цилиндров, так и для вращающегося узла. Он также важен в качестве основного резервуара для охлаждающих и смазочных каналов двигателя.
Текст и фото Майкла Феррары
Двигатель больше и больше Boost
Значительное увеличение выработки электроэнергии по сравнению с уровнями мощности, установленными на складе, приведет к увеличению давления в цилиндрах. Это повышенное давление в цилиндре может потребовать увеличения рабочего объема двигателя, усиления цилиндра или того и другого.Увеличение рабочего объема двигателя требует либо увеличения диаметра цилиндра, либо увеличения хода коленчатого вала двигателя, что часто требует и того, и другого.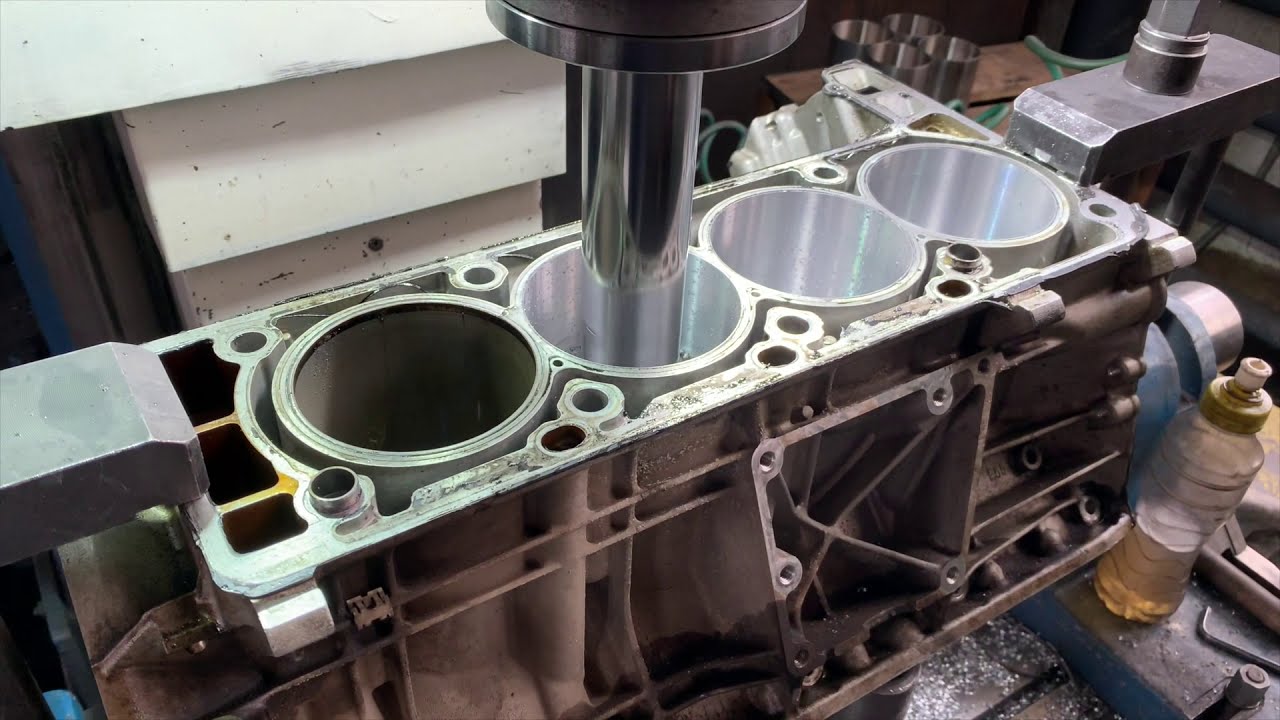 Увеличение цилиндров потребует некоторой механической обработки, в то время как установка коленчатого вала с более длинным ходом (так называемый «ходовой механизм») обычно требует некоторой шлифовки блока для обеспечения надлежащего зазора вместе с индивидуальными поршнями и / или стержнями, которые должны соответствовать кривошипу ходового механизма.
Увеличение цилиндров потребует некоторой механической обработки, в то время как установка коленчатого вала с более длинным ходом (так называемый «ходовой механизм») обычно требует некоторой шлифовки блока для обеспечения надлежащего зазора вместе с индивидуальными поршнями и / или стержнями, которые должны соответствовать кривошипу ходового механизма.
При увеличении давления в цилиндрах из-за значительно превышающих заводские уровни мощности гильзы OEM в алюминиевых блоках могут выйти из строя.К счастью, для решения этой проблемы доступно множество запчастей для блочных рукавов.
Чугун против алюминия
Вплоть до конца 80-х — начала 90-х годов большинство двигателей большой мощности было основано на чугунных блочных конструкциях. RB26DETT от Nissan, 2JZ-GTE от Toyota и 4G63 от Mitsubishi опирались на чугунные блоки, которые снискали славу среди двигателей Японии с лучшими характеристиками за всю историю. Первопроходцы в области импортных характеристик в середине 90-х доказали, что полностью алюминиевый двигатель, такой как серия B от Honda, можно модифицировать, чтобы выжить при таких уровнях мощности, о которых инженеры-изготовители оборудования даже не догадывались. Сегодня чугун больше не используется в качестве материала для блока цилиндров, а во всех флагманских платформах, таких как VR38DETT от Nissan, 4B11 от Mitsubishi, MZR от Mazda и серия K от Honda, используются алюминиевые блоки цилиндров. [pullquote] ДО КОНЦА 80-х — НАЧАЛО 90-х БОЛЬШИНСТВО ДВИГАТЕЛЕЙ ВЫСОКОЙ МОЩНОСТИ БЫЛО ОСНОВАНО НА КОНСТРУКЦИЯХ ЧУГУННЫХ БЛОКОВ [/ pullquote]
Сегодня чугун больше не используется в качестве материала для блока цилиндров, а во всех флагманских платформах, таких как VR38DETT от Nissan, 4B11 от Mitsubishi, MZR от Mazda и серия K от Honda, используются алюминиевые блоки цилиндров. [pullquote] ДО КОНЦА 80-х — НАЧАЛО 90-х БОЛЬШИНСТВО ДВИГАТЕЛЕЙ ВЫСОКОЙ МОЩНОСТИ БЫЛО ОСНОВАНО НА КОНСТРУКЦИЯХ ЧУГУННЫХ БЛОКОВ [/ pullquote]
Чугун и алюминий обладают разными свойствами материалов, что приводит к разной конструкции блока цилиндров. Проще говоря, чугун — это более прочный материал с более твердой поверхностью, более устойчивый к износу.Это позволяет чугунным блокам объединять стенки цилиндров как части самого блока. С другой стороны, чугунные блоки тяжелее. Хотя алюминий дает преимущества для снижения веса, это более мягкий материал, который сам по себе будет быстро и чрезмерно изнашиваться в качестве материала цилиндра при прямом контакте с чугунным, высокопрочным чугуном, сталью или другими материалами поршневых колец. Первоначальным решением для конструкций с алюминиевыми блоками была гильза или втулка из чугуна, высокопрочного чугуна или стали, чтобы обеспечить поверхность с надлежащими характеристиками износа поршня и поршневого кольца. Сегодня многие алюминиевые блоки используют покрытие цилиндров плазменным напылением вместо гильзы. Nissan VR38DETT, установленный в R35 GT-R, использует эту технологию.
Сегодня многие алюминиевые блоки используют покрытие цилиндров плазменным напылением вместо гильзы. Nissan VR38DETT, установленный в R35 GT-R, использует эту технологию.
Независимо от того, из какого материала он изготовлен, блок является основой, на которой устанавливаются все остальные компоненты двигателя.
Быть занудой
Цилиндры почти всех чугунных блоков цилиндров можно расточить и отточить на 0,5 мм больше. Некоторые чугунные блоки можно безопасно увеличить до диаметра отверстия, превышающего 1 мм.В то время как многие отечественные производители предлагают высокопроизводительные чугунные блоки с более толстыми стенками цилиндров, NISMO предлагает такие высокопроизводительные чугунные блоки только для двигателя Nissan RB26DETT. NISMO предлагает блок двигателя N1 и за короткое время была произведена партия блоков GT (всего 1000 штук). Эти блоки имеют более толстые поверхности цилиндров и деки, чтобы предоставить больше места для расточки цилиндров, и больше материала для увеличения жесткости и прочности для работы с высокой мощностью.
На алюминиевых блоках цилиндры, не имеющие гильзы, нельзя расточить и отточить.Это означало бы, что любое отверстие с плазменным напылением нельзя расточить и отточить для установки поршня увеличенного размера. На цилиндрах с гильзой расточка и хонингование заводской гильзы обычно выполняется в индивидуальном порядке. В зависимости от уровня мощности двигателя и количества расточки, необходимого для придания формы бывшему в употреблении цилиндру, может оказаться целесообразным или нецелесообразным использование стандартной гильзы. Более распространенное решение для высокопроизводительного алюминиевого блока — это установка гильзы на вторичном рынке и процесс обработки для установки гильз в алюминиевый блок.
В рукав или не в рукав?
У концепции «оплетки» алюминиевого блока есть как сторонники, так и критики. Рынок импортных характеристик впервые исследовал гильзы во время стремительного роста турбо-характеристик Honda в середине 90-х годов. В блоке Honda с открытой площадкой серии B возникали трещины и выходы из строя гильзы цилиндра, когда уровень мощности взлетал примерно до 300 лошадиных сил. Были опробованы различные возможные исправления и решения, включая «защитные кожухи», втулки с булавками, Т-образные втулки и ступенчатые втулки.Различные механические цеха придерживались разных взглядов как на конструкцию гильз, так и в том, как следует обрабатывать блок, чтобы в него можно было втулки. [pullquote] НЕКОТОРЫЕ СЛИВЫ БЫЛИ ОЧЕНЬ УСПЕШНЫМИ, РЕШИЛИ ПРОБЛЕМЫ И ПОЗВОЛИЛИ РЕАЛИЗОВАТЬ 500 ЛС НА ЛИТР [/ pullquote] В результате, некоторые рукава оказались очень успешными, решив проблемы и позволив получить 500 лошадиных сил на литр без происшествий реализовать на базе двигателя серии В. К сожалению, в ряде механических цехов это не удалось.В результате сообщения о «проседании» втулок и сопутствующих отказах прокладок головки блока цилиндров были очень распространены, особенно в первые дни процесса. Мы до сих пор слышим об этих неудачах. Тем не менее, DSPORT добилась огромного успеха в своих проектах серии B, которые получили гильзы Benson’s Performance Machine. Конечно, есть и другие механические цеха, которые могут правильно выполнить процесс наложения рукавов.
Были опробованы различные возможные исправления и решения, включая «защитные кожухи», втулки с булавками, Т-образные втулки и ступенчатые втулки.Различные механические цеха придерживались разных взглядов как на конструкцию гильз, так и в том, как следует обрабатывать блок, чтобы в него можно было втулки. [pullquote] НЕКОТОРЫЕ СЛИВЫ БЫЛИ ОЧЕНЬ УСПЕШНЫМИ, РЕШИЛИ ПРОБЛЕМЫ И ПОЗВОЛИЛИ РЕАЛИЗОВАТЬ 500 ЛС НА ЛИТР [/ pullquote] В результате, некоторые рукава оказались очень успешными, решив проблемы и позволив получить 500 лошадиных сил на литр без происшествий реализовать на базе двигателя серии В. К сожалению, в ряде механических цехов это не удалось.В результате сообщения о «проседании» втулок и сопутствующих отказах прокладок головки блока цилиндров были очень распространены, особенно в первые дни процесса. Мы до сих пор слышим об этих неудачах. Тем не менее, DSPORT добилась огромного успеха в своих проектах серии B, которые получили гильзы Benson’s Performance Machine. Конечно, есть и другие механические цеха, которые могут правильно выполнить процесс наложения рукавов. Выбирая магазин, лучше всего поговорить с покупателями, у которых двигатели исправно работают в течение как минимум года после сборки.Если рукава не соскользнули после 10 000 миль уличной езды, они вряд ли будут двигаться.
Выбирая магазин, лучше всего поговорить с покупателями, у которых двигатели исправно работают в течение как минимум года после сборки.Если рукава не соскользнули после 10 000 миль уличной езды, они вряд ли будут двигаться.
Рукава: сухие, влажные или встроенные?
Darton — самый популярный и уважаемый производитель послепродажных высококачественных гильз для импортных двигателей. Сухие втулки Darton предназначены для применений, в которых втулка устанавливается в блок без прямого контакта с охлаждающей жидкостью. Вместо этого устанавливаются «сухие» втулки, при этом окружающая область контактирует с просверленным алюминиевым материалом, образующим исходные стенки цилиндра вокруг заводской гильзы или ствола с плазменным напылением.«Мокрые» гильзы обычно толще, и весь заводской алюминиевый цилиндр по существу заменяется во время этого процесса гильзы. Для некоторых применений Darton предлагает свою запатентованную технологию Modular-Integrated-Deck (M.I.D.), которая сочетает в себе мокрый рукав с интегрированной декой, которая помогает стабилизировать рукав при одновременном укреплении верхней части.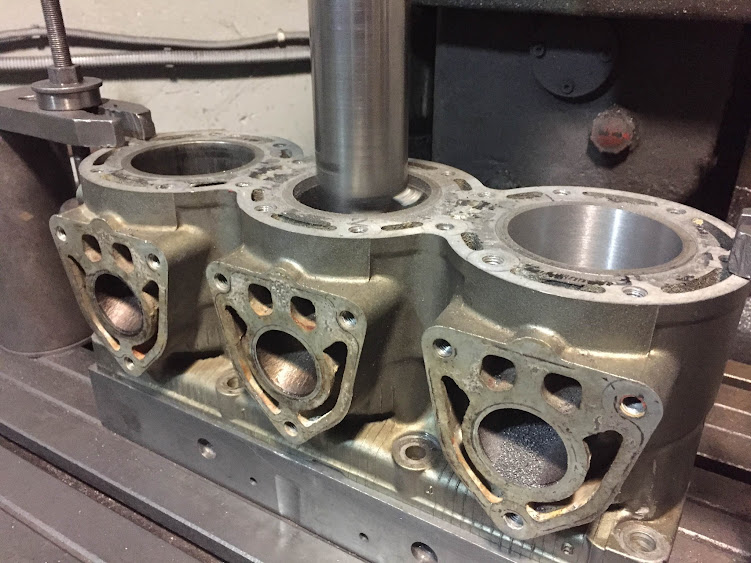 Darton также использует фосфатные покрытия, уплотнительные кольца и специальную технологию вихревой охлаждающей жидкости, чтобы улучшить характеристики своей линейки гильз. В зависимости от дизайна колоды OEM в блоке Darton может предложить один или несколько стилей рукавов для приложения.
Darton также использует фосфатные покрытия, уплотнительные кольца и специальную технологию вихревой охлаждающей жидкости, чтобы улучшить характеристики своей линейки гильз. В зависимости от дизайна колоды OEM в блоке Darton может предложить один или несколько стилей рукавов для приложения.
Блок-втулки иногда устанавливают с помощью эпоксидной смолы, чтобы гарантировать, что они останутся на месте.
Все украшено
Палуба блока цилиндров должна обеспечивать жесткую поверхность без деформаций, чтобы обеспечить герметичное уплотнение для прокладки головки блока цилиндров после того, как головка блока цилиндров закреплена болтами. Кроме того, площадка должна обеспечивать надлежащий поток охлаждающей жидкости и теплопередачу к головке цилиндров, чтобы поддерживать температуру головки цилиндров в желаемом диапазоне. Конструкции колоды блока двигателя делятся на три категории; закрытые, открытые и полуоткрытые (a.k.a. полузакрытый). В конструкции закрытой палубы просверливают поверхность палубы только для крепления головок, каналов для охлаждающей жидкости, каналов для подачи и отвода масла. Верхние части цилиндров составляют одно целое с декой. Эта конфигурация встречается во всех чугунных блоках и в некоторых высокопроизводительных алюминиевых блоках. В двигателях Honda серии B и ряде других алюминиевых двигателей используется открытая конструкция. В этих конструкциях канал для охлаждающей жидкости залит в верхней части деки. Такая конструкция улучшает охлаждение и уменьшает количество горячих точек в цилиндре, но обеспечивает гораздо меньшую прочность и жесткость верхней части цилиндра.Когда DART построила свой вторичный блок серии B, они выбрали конструкцию с закрытой декой, чтобы повысить прочность блока и улучшить уплотнение прокладки головки. Сегодня в большинстве алюминиевых блоков используется полуоткрытая конструкция, которая пытается сбалансировать преимущества каждой конструкции для предполагаемого использования.
Верхние части цилиндров составляют одно целое с декой. Эта конфигурация встречается во всех чугунных блоках и в некоторых высокопроизводительных алюминиевых блоках. В двигателях Honda серии B и ряде других алюминиевых двигателей используется открытая конструкция. В этих конструкциях канал для охлаждающей жидкости залит в верхней части деки. Такая конструкция улучшает охлаждение и уменьшает количество горячих точек в цилиндре, но обеспечивает гораздо меньшую прочность и жесткость верхней части цилиндра.Когда DART построила свой вторичный блок серии B, они выбрали конструкцию с закрытой декой, чтобы повысить прочность блока и улучшить уплотнение прокладки головки. Сегодня в большинстве алюминиевых блоков используется полуоткрытая конструкция, которая пытается сбалансировать преимущества каждой конструкции для предполагаемого использования.
ОТКРЫТАЯ ПАЛУБА: предлагает общие улучшения охлаждения
ЗАКРЫТАЯ ПАЛУБА: Обеспечивает превосходную прочность цилиндра
ПОЛУЗАКРЫТАЯ ПАЛУБА: уравновешивает преимущества открытой и закрытой палубы
Запускаем
Блок не только является местом расположения цилиндров двигателя, но также отвечает за расположение и удержание коленчатого вала на своей оси. Некоторые заводские блоки имеют «пояски», которые значительно увеличивают жесткость нижнего конца блока. На блоках, не использующих заводской пояс, иногда можно установить вторичный пояс или стальные главные колпачки, чтобы укрепить блок. Любое из этих решений требует установки в механическом цехе для обеспечения надлежащей центровки и зазоров для коленчатого вала в блоке.
Некоторые заводские блоки имеют «пояски», которые значительно увеличивают жесткость нижнего конца блока. На блоках, не использующих заводской пояс, иногда можно установить вторичный пояс или стальные главные колпачки, чтобы укрепить блок. Любое из этих решений требует установки в механическом цехе для обеспечения надлежащей центровки и зазоров для коленчатого вала в блоке.
Новый, подержанный или вторичный рынок
Если кому-то не посчастливится построить Honda B-серии или Nissan RB26DETT, не существует альтернативного варианта блока цилиндров.Остается два варианта: начать с нового блока двигателя или использованного сердечника. Для двигателей с внутренним диаметром цилиндра с плазменным напылением, которые не будут иметь рукавов, лучше всего начать с нового блока или блока длиной менее 10 000 миль. [pullquote] КОГДА БУДУТ УСТАНОВИТЬ РУКАВЫ, УДОБНЫЙ БЛОК МОЖЕТ ДЕЙСТВИТЕЛЬНО ПРЕДЛАГАЕТ НЕКОТОРЫЕ ПРЕИМУЩЕСТВА ПЕРЕД НОВЫМ БЛОКОМ [/ pullquote] Когда бы ни устанавливались рукава, хорошо выдержанный б / у блок действительно может иметь некоторые преимущества перед новым. блокировать. Если исходить из того, что использованный двигатель никогда ранее не подвергался растачиванию, декорированию, растачиванию, перегреву или неправильному использованию, то преимущество отработанного двигателя заключается в том, что он подвергается многочисленным тепловым циклам, что снижает вероятность перемещения алюминиевого материала.
блокировать. Если исходить из того, что использованный двигатель никогда ранее не подвергался растачиванию, декорированию, растачиванию, перегреву или неправильному использованию, то преимущество отработанного двигателя заключается в том, что он подвергается многочисленным тепловым циклам, что снижает вероятность перемещения алюминиевого материала.
Заполнение
Для драг-рейсинга некоторые производители двигателей используют наполнитель водяной рубашки, например Hard Blok. Эти продукты на основе цемента предназначены для значительного увеличения прочности блока и цилиндров за счет заполнения пустот в канале для охлаждающей жидкости специальным цементом. Цемент обладает исключительной прочностью на сжатие, что делает его идеальным наполнителем. Эти специально смешанные цементы имеют характеристики расширения, идентичные чугуну. Некоторые производители двигателей также используют продукт в алюминиевых блоках.Блоки могут быть заполнены частично или полностью. Полностью заполненные блоки не требуют системы охлаждения (в результате чего двигатель охлаждается воздухом), но это делает процесс пригодным только для двигателей гонок. Частично заполненные блоки ограничивают эффективность системы охлаждения. Тем не менее, в приложениях E85 или метанольных приложениях небольшое количество заполненного блока все же может обеспечить «уличную» конфигурацию.
Частично заполненные блоки ограничивают эффективность системы охлаждения. Тем не менее, в приложениях E85 или метанольных приложениях небольшое количество заполненного блока все же может обеспечить «уличную» конфигурацию.
Прочие соображения
Избегайте жестких опор на двигателе.При более высоких уровнях крутящего момента прочные опоры могут вызвать деформацию и деформацию блока, деки и цилиндров. Качественная работа станка имеет решающее значение для максимальной производительности, поэтому обязательно ознакомьтесь с информацией об обработке в Engine Blueprint Guide.
HT Howard — Услуги по растачиванию цилиндров, цилиндров и цилиндров двигателей автомобилей, фургонов и мотоциклов | HT Howard
Позвоните нам, чтобы получить консультацию специалиста и расценки на обработку вашего двигателя.
Расточка блока цилиндров Когда мне нужно переточка? Отверстия цилиндров потребуют повторного расточки, если они будут повреждены или изношены до такой степени, что поршневые кольца не смогут обеспечить хорошее уплотнение.
Очень часто это происходит исключительно в результате износа канала ствола после преодоления значительного пробега, хотя с появлением современных масел с присадками, предотвращающими такой износ, эта проблема встречается реже.Для более старых двигателей, которые ранее работали на менее эффективных маслах, обычным показателем является выступ изнашивания в верхней части отверстия как раз в точке, где верхнее компрессионное кольцо находится на максимальном ходу. Это часто более ярко выражено в двигателях с более длинным ходом поршня, так как эта конструкция передает большие боковые осевые силы от поршня к отверстиям.
В современных двигателях чаще всего встречается повреждение из-за внешней силы или отказа. Это может включать задиры, вызванные чрезмерным нагревом, часто возникающие из-за потери охлаждающей жидкости, задиры из-за попадания загрязняющих веществ в канал ствола и повреждения в результате выхода из строя самого поршня.
Любой цилиндр, расточенный заново, потребует установки поршней большего размера.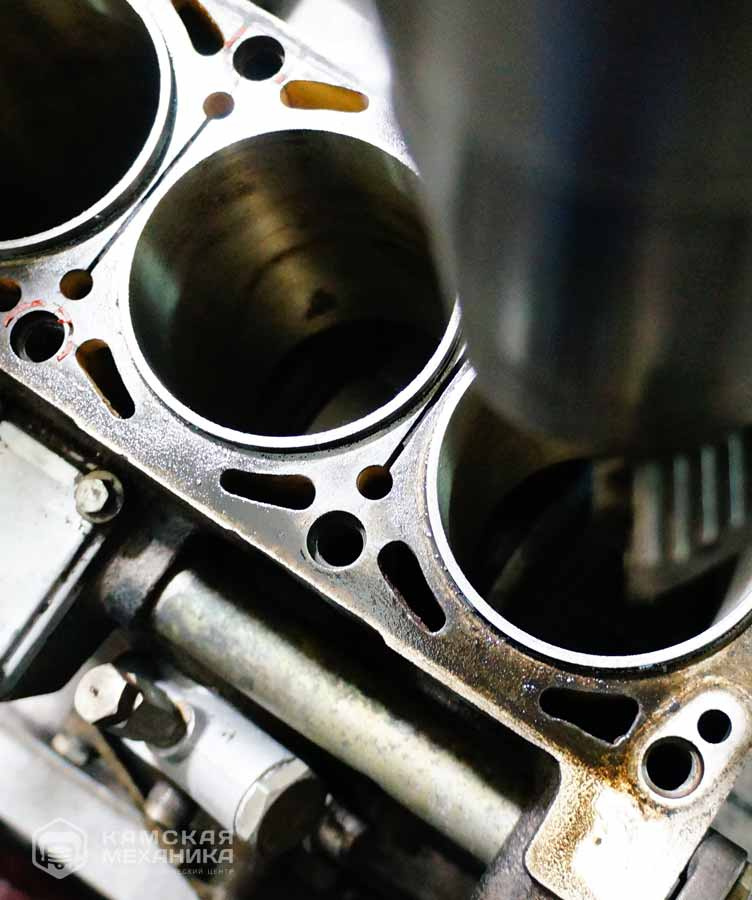
, требующий растачивания, устанавливается на нашем вертикальном расточном станке BERCO AC650M. Блок будет установлен на машине, используя лицевую часть поддона поддона в качестве основы, поэтому ее сначала очищают, чтобы удалить любой мусор или заусенцы, которые могут повлиять на точность настройки. В зависимости от рабочей высоты детали блок помещается либо непосредственно на станину станка, либо на параллели перед фиксацией на месте с помощью специальных быстросъемных зажимов или, альтернативно, машинных зажимов, которые вставляются в Т-образные пазы станины станка.
После фиксации блок можно расположить так, чтобы первое отверстие находилось ниже буровой колонны. После этого устанавливается специальный щуп, и колонка опускается в первое отверстие. Щуп может касаться стенки отверстия и, в свою очередь, подключен к стрелочному индикатору в верхней части буровой колонки. Щуп можно вращать внутри отверстия и концентричности относительно диаметра отверстия, указанного на датчике. С помощью маховиков станина станка может перемещаться как в поперечном, так и в продольном направлении, и с помощью этого средства положение блока может быть отрегулировано таким образом, чтобы бурильная колонна была точно концентричной с отверстием цилиндра.После установки станина станка может быть заблокирована, чтобы предотвратить любое движение во время обработки. Сверлильная головка убирается, а центрирующий щуп удаляется.
С помощью маховиков станина станка может перемещаться как в поперечном, так и в продольном направлении, и с помощью этого средства положение блока может быть отрегулировано таким образом, чтобы бурильная колонна была точно концентричной с отверстием цилиндра.После установки станина станка может быть заблокирована, чтобы предотвратить любое движение во время обработки. Сверлильная головка убирается, а центрирующий щуп удаляется.
Перед тем, как начать растачивание, необходимо определить окончательный размер готового отверстия.
Иногда спецификации для этого можно найти в технических руководствах, поставляемых производителями поршней, но сегодня мы чаще используем метод, при котором рабочий зазор поршня используется для определения конечного размера отверстия.Для этого необходимо сначала измерить сам поршень, а затем добавить соответствующий зазор для расчета окончательного размера. Производители поршней и транспортных средств предоставят информацию об оптимальном рабочем зазоре для любого конкретного применения, что означает, что с помощью этого метода можно достичь точных и точных зазоров, что приведет к более тихим и более эффективным двигателям.
В рамках этого расчета делается допуск на обработку отверстия немного меньшего размера, что означает, что часть материала все еще может быть удалена во время заключительной операции хонингования без превышения оптимального размера.
Зазоры между поршнем и цилиндром имеют решающее значение. Если они слишком тугие, двигатель выйдет из строя преждевременно из-за заклинивания или других связанных проблем, но если они слишком ослаблены, двигатель может быть шумным и иметь проблемы, связанные с поршневыми кольцами. Это может вызвать дымление и потерю компрессии, которые являются симптомами чрезмерных зазоров между кольцами и напрямую связаны с диаметром отверстия.
Как только размер отверстия определен, правильный режущий наконечник выбирается и фиксируется в держателе инструмента.Инструмент настраивается по размеру с помощью специального микрометра. После установки инструмент вставляется в буровую колонку и фиксируется в нужном положении. Буровая колонна снова опускается примерно на миллиметр от блочной деки, и защитные ограждения машины закрываются.
Буровая колонна снова опускается примерно на миллиметр от блочной деки, и защитные ограждения машины закрываются.
Блок теперь готов к бурению, и можно начинать автоматический этап операции. У станка есть опции для использования нескольких различных скоростей и скоростей подачи, и выбирается наиболее подходящий для выполняемой работы.Двигатель бурильной головки запускается и включается автоматическая подача, так что фреза вращается, одновременно перемещаясь через отверстие. В конце резки можно установить предохранительный выключатель для автоматического завершения цикла резания, который одновременно останавливает вращение головки инструмента и скорость подачи. Затем режущий инструмент можно вынуть из отверстия с помощью рычага быстрой подачи колонки.
При черновой обработке исходного материала (например, перед установкой гильз цилиндров или поршней большого размера) можно делать большие надрезы, однако в любом случае окончательный рез перед операцией хонингования будет не более 0.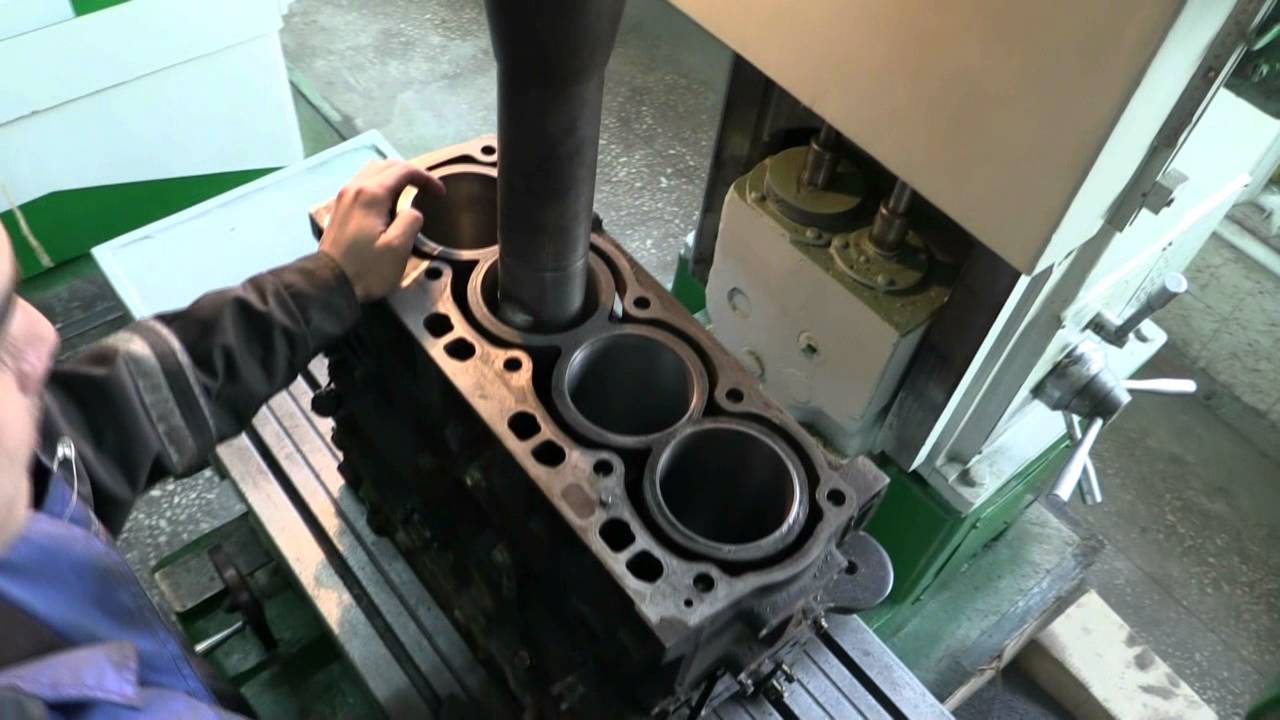 5мм. Это гарантирует, что окончательная отделка не будет слишком грубой, чтобы хонингование обеспечило правильную чистоту поверхности с минимальным съемом материала.
5мм. Это гарантирует, что окончательная отделка не будет слишком грубой, чтобы хонингование обеспечило правильную чистоту поверхности с минимальным съемом материала.
После того, как последний разрез был сделан, размер проверяется с помощью внутреннего калибра, чтобы убедиться, что окончательный разрез получил правильные размеры без значительной овальности или конусности.
После растачивания блок цилиндров может быть перетянут на BERCO AC650M без необходимости в другой настройке или перенесен на нашу специализированную машину BERCO STC361 для повторной облицовки головок и блоков.
Геометрия отверстия цилиндра Точные отверстия в цилиндрах необходимы для надлежащего уплотнения поршневых колец, которое предотвращает проблемы, включая копчение и высокий расход масла. Это особенно важно для более поздних двигателей, оснащенных датчиками кислорода и каталитическими нейтрализаторами, которые могут выйти из строя в таких условиях.
При рабочей температуре каждое отверстие должно быть как можно более круглым с небольшой овальностью или отсутствием овальности по диаметру или вертикального отклонения (конусности).
Деформация отверстия мешает прилеганию поршневых колец к стенкам цилиндра. Это позволяет маслу проходить в камеру сгорания, где оно сгорает, что приводит к дымлению выхлопных газов, плохим выбросам и высокому расходу масла.
Компрессионные газы также могут выходить за кольца в поддон, вызывая повышение давления в картере, что может привести к проблемам с выходом из строя масляного уплотнения.
Правильные процедуры расточки и хонингования цилиндров позволяют получить отверстия правильного размера и отделки, которые устранят все эти проблемы, в результате чего двигатели будут работать чисто, мощно и эффективно.
В H T Howard & Co мы располагаем оборудованием и техническими знаниями, чтобы обеспечить повторное растачивание вашего блока цилиндров в соответствии с точными спецификациями для надежной работы и длительного срока службы.
Позвоните нам, чтобы получить консультацию специалиста и расценки на обработку вашего двигателя.
Бензиновый двигатель | Британника
Бензиновый двигатель , любой из класса двигателей внутреннего сгорания, вырабатывающих энергию за счет сжигания летучего жидкого топлива (бензина или бензиновой смеси, такой как этанол) с воспламенением, инициируемым электрической искрой.Бензиновые двигатели могут быть построены для удовлетворения требований практически любого возможного применения в силовых установках, наиболее важными из которых являются легковые автомобили, малые грузовики и автобусы, самолеты авиации общего назначения, подвесные и малые внутренние морские агрегаты, стационарные насосные установки среднего размера, осветительные установки и т. станки и электроинструменты. Четырехтактные бензиновые двигатели используются в подавляющем большинстве автомобилей, легких грузовиков, средних и больших мотоциклов и газонокосилок. Двухтактные бензиновые двигатели встречаются реже, но они используются для небольших подвесных судовых двигателей и во многих ручных инструментах для озеленения, таких как цепные пилы, кусторезы и воздуходувки.
Двухтактные бензиновые двигатели встречаются реже, но они используются для небольших подвесных судовых двигателей и во многих ручных инструментах для озеленения, таких как цепные пилы, кусторезы и воздуходувки.
Поперечный разрез V-образного двигателя.
Encyclopædia Britannica, Inc.Типы двигателей
Бензиновые двигатели можно сгруппировать в несколько типов в зависимости от нескольких критериев, включая их применение, метод управления подачей топлива, зажигание, расположение поршня и цилиндра или ротора, количество ходов за цикл, систему охлаждения, а также тип и расположение клапана. В этом разделе они описаны в контексте двух основных типов двигателей: поршневых и цилиндровых двигателей и роторных двигателей.В поршневом двигателе давление, создаваемое сгоранием бензина, создает силу на головку поршня, которая перемещает цилиндр по длине возвратно-поступательным или возвратно-поступательным движением. Эта сила отталкивает поршень от головки цилиндра и выполняет работу. Роторный двигатель, также называемый двигателем Ванкеля, не имеет обычных цилиндров, оснащенных возвратно-поступательными поршнями. Вместо этого давление газа действует на поверхности ротора, заставляя ротор вращаться и таким образом выполнять работу.
Эта сила отталкивает поршень от головки цилиндра и выполняет работу. Роторный двигатель, также называемый двигателем Ванкеля, не имеет обычных цилиндров, оснащенных возвратно-поступательными поршнями. Вместо этого давление газа действует на поверхности ротора, заставляя ротор вращаться и таким образом выполнять работу.
Типы бензиновых двигателей включают (A) двигатели с оппозитными поршнями, (B) роторные двигатели Ванкеля, (C) рядные двигатели и (D) двигатели V-8.
Encyclopædia Britannica, Inc.Большинство бензиновых двигателей относятся к поршнево-поршневому типу. Основные компоненты поршневого двигателя показаны на рисунке. Почти все двигатели этого типа используют четырехтактный или двухтактный цикл.
Типовая схема поршневой цилиндр бензинового двигателя.
Encyclopædia Britannica, Inc.Четырехтактный цикл
Из различных методов восстановления мощности процесса сгорания наиболее важным до сих пор был четырехтактный цикл, концепция, впервые разработанная в конце 19 века. Четырехтактный цикл показан на рисунке. При открытом впускном клапане поршень сначала опускается на такте впуска. Воспламеняющаяся смесь паров бензина и воздуха втягивается в цилиндр за счет создаваемого таким образом частичного вакуума.Смесь сжимается, когда поршень поднимается на такте сжатия при закрытых обоих клапанах. По мере приближения к концу хода заряд воспламеняется электрической искрой. Затем следует рабочий ход, когда оба клапана все еще закрыты, а давление газа обусловлено расширением сгоревшего газа, давящим на головку или головку поршня. Во время такта выпуска восходящий поршень выталкивает отработавшие продукты сгорания через открытый выпускной клапан. Затем цикл повторяется. Таким образом, каждый цикл требует четырех тактов поршня — впуска, сжатия, мощности и выпуска — и двух оборотов коленчатого вала.
Четырехтактный цикл показан на рисунке. При открытом впускном клапане поршень сначала опускается на такте впуска. Воспламеняющаяся смесь паров бензина и воздуха втягивается в цилиндр за счет создаваемого таким образом частичного вакуума.Смесь сжимается, когда поршень поднимается на такте сжатия при закрытых обоих клапанах. По мере приближения к концу хода заряд воспламеняется электрической искрой. Затем следует рабочий ход, когда оба клапана все еще закрыты, а давление газа обусловлено расширением сгоревшего газа, давящим на головку или головку поршня. Во время такта выпуска восходящий поршень выталкивает отработавшие продукты сгорания через открытый выпускной клапан. Затем цикл повторяется. Таким образом, каждый цикл требует четырех тактов поршня — впуска, сжатия, мощности и выпуска — и двух оборотов коленчатого вала.
Двигатель внутреннего сгорания имеет четыре такта: впуск, сжатие, сгорание (мощность) и выпуск. Когда поршень перемещается во время каждого хода, он поворачивает коленчатый вал.
Когда поршень перемещается во время каждого хода, он поворачивает коленчатый вал.
Недостатком четырехтактного цикла является то, что завершается только половина тактов мощности, чем в двухтактном цикле ( см. Ниже ), и только половину такой мощности можно ожидать от двигателя данного размера при заданная рабочая скорость.Однако четырехтактный цикл обеспечивает более эффективную очистку выхлопных газов (продувку) и повторную загрузку цилиндров, уменьшая потерю свежего заряда в выхлопе.
Блоки двигателя: все, что вам нужно знать
блок двигателя , также называемый блок цилиндров или просто блок , это самая большая и тяжелая часть двигателя. Снимите все с двигателя, и этот кусок литого металла останется последним.Его основное предназначение — вмещать цилиндры, в которых работают поршни, а также в нем есть каналы, через которые перекачиваются масло и охлаждающая жидкость.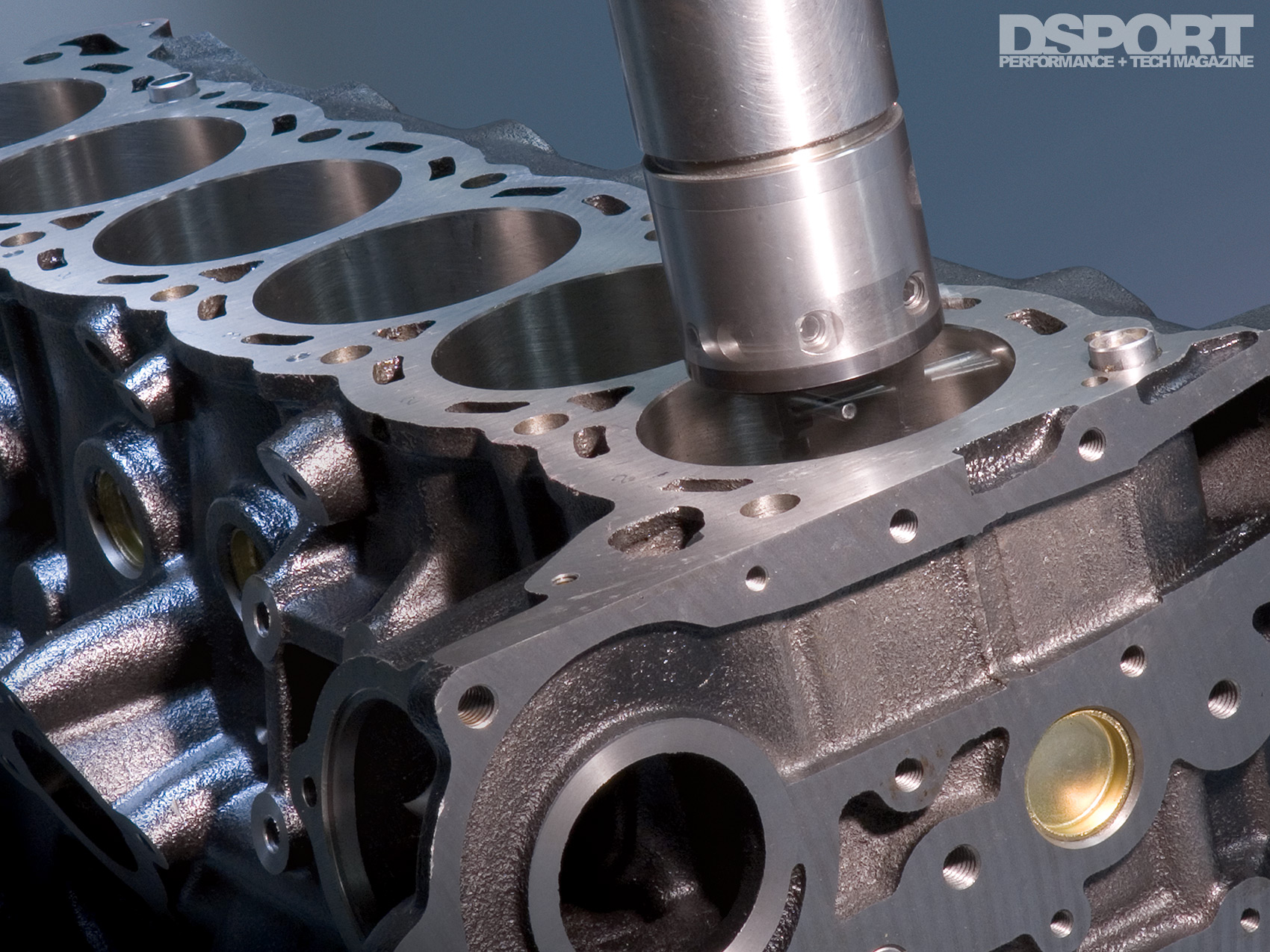 Практически все современные блоки также образуют корпус для коленчатого вала, область, называемую блок-картер .
Практически все современные блоки также образуют корпус для коленчатого вала, область, называемую блок-картер .
Поскольку блок большой и прочный, он является идеальным местом для установки многих других частей двигателя — генератора, водяного насоса, насоса гидроусилителя рулевого управления и стартера — все они прикручены к блоку болтами.
Блоки представляют собой неразъемную отливку из чугуна или алюминиевого сплава.За последние два десятилетия алюминиевый сплав все чаще использовался для изготовления блоков цилиндров из-за его небольшого веса. До этого блок делали из чугуна, который намного тяжелее. Блоки из чугуна прочнее алюминия и до сих пор широко используются, особенно в дизельных двигателях из-за более высоких действующих сил сжатия.
Компоненты блока двигателя
Цилиндров
Цилиндры — это пространства, в которых перемещаются поршни.Это большие отверстия точной формы, которые проходят через весь блок, с гладкими стенками, которые создают уплотнение с поршнем.
В блоках, изготовленных из чугуна, цилиндры обычно обрабатываются непосредственно в блоке, стенки растачиваются гладко, а затем обрабатываются с помощью процесса, называемого хонингованием. Алюминий мягче и более подвержен износу, поэтому в блоках из алюминиевого сплава будут использоваться более твердые металлические гильзы цилиндров или гильзы, которые помещаются в форму перед заливкой или закачиванием расплавленного алюминия.Такие вкладыши иногда также используются там, где цилиндр нужно отремонтировать или увеличить. Стенки цилиндра могут иметь специальное покрытие для уменьшения трения и улучшения теплопроводности.
Обработка поверхности стенок цилиндра имеет жизненно важное значение, поскольку трение между поршнем и стенками цилиндра обычно составляет 20% трения в двигателе. Когда поршень движется вверх и вниз по цилиндру, он должен скользить по масляной пленке, избегая любой контакт металл-металл. Итак, мы хотим, чтобы стены были гладкими, чтобы избежать трения, но если стенки слишком гладкие, масло не прилипнет к ним.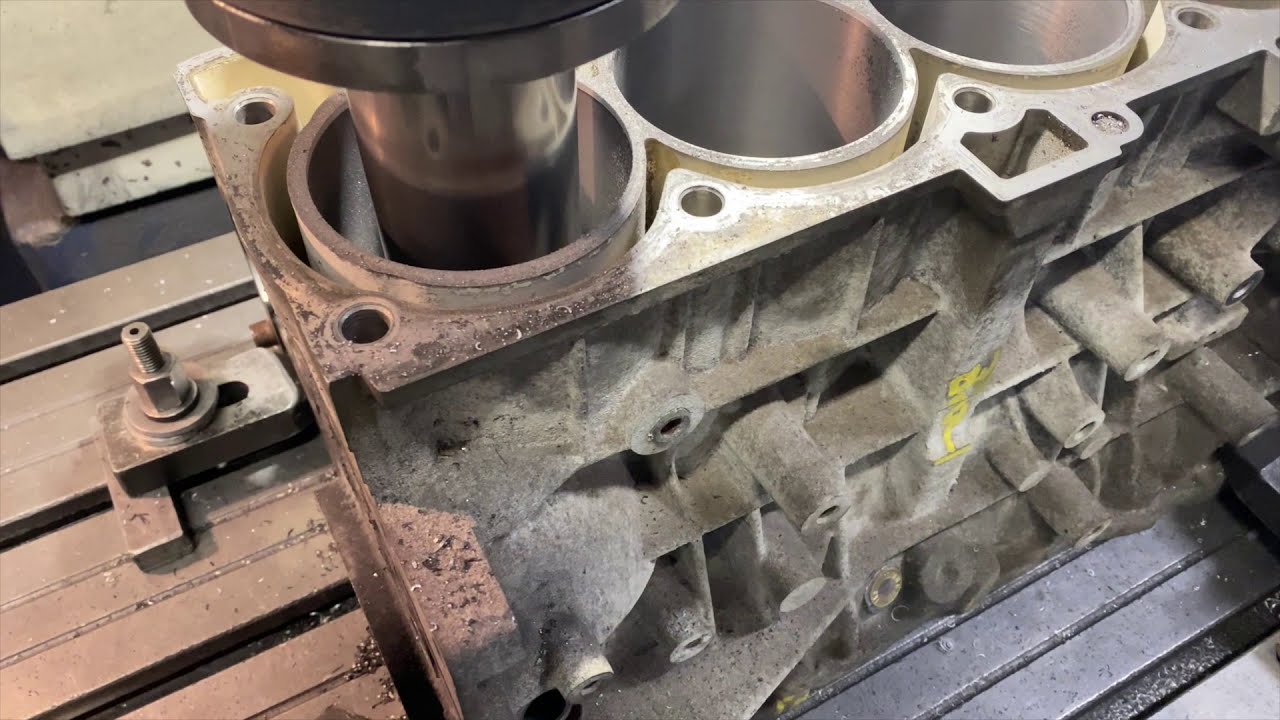 Слишком грубые стенки повредят поршневые кольца в местах контакта. Требуется тонкая штриховка, которая создает миллионы крошечных ромбовидных областей, которые могут действовать как резервуары.
Слишком грубые стенки повредят поршневые кольца в местах контакта. Требуется тонкая штриховка, которая создает миллионы крошечных ромбовидных областей, которые могут действовать как резервуары.
Размер и количество цилиндров являются основными показателями объема двигателя. Чем больше цилиндров, тем больше цилиндры дают больше мощности.
Охлаждающая жидкость
При работающем двигателе стенки цилиндров сильно нагреваются — и это специально; одна из их основных функций — отвод тепла от поршня.Цилиндры окружены полостями, называемыми водные рубашки через которую перекачивается охлаждающая жидкость водяным насосом. Как только двигатель нагреется до температуры, эта охлаждающая жидкость пройдет через радиатор, где охлаждается.
Проходы спроектированы таким образом, чтобы вся система могла быть полностью осушена, и во избежание любых карманов, в которых может скапливаться воздух и образовываться пар.
Обычно поток охлаждающей жидкости в двигателе направлен вверх из-за того, что горячие жидкости естественным образом поднимаются над холодными. Внутри двигателя есть две схемы потока: при последовательном потоке охлаждающая жидкость проходит через все цилиндры, затем вверх в головку и обратно к передней части двигателя. Параллельным потоком охлаждающая жидкость попадает в головку через отверстия рядом с каждым цилиндром.
Внутри двигателя есть две схемы потока: при последовательном потоке охлаждающая жидкость проходит через все цилиндры, затем вверх в головку и обратно к передней части двигателя. Параллельным потоком охлаждающая жидкость попадает в головку через отверстия рядом с каждым цилиндром.
Масляные каналы
Масляные каналы внутри двигателя называются галереи . Масло перекачивается масляным насосом из поддона и по галереям.Эти каналы позволяют маслу достигать коленчатого вала и головки блока цилиндров. В этом двигателе Mazda есть галереи, по которым масло подается к маленьким форсункам, которые разбрызгивают нижнюю часть поршней, чтобы они оставались холодными.
Нефтяные штольни высверливаются в блоке после его заливки. Там будут заглушки, которые вставляются для заглушки концов галерей после их обработки.
К блоку наверняка будут прикреплены масляный фильтр и датчик давления масла. В показанном двигателе Mazda оба находятся в блоке.
Палуба
Верхняя поверхность блока, на которой находится ГБЦ, называется колода . Он идеально ровный и сопряжен с нижней стороной ГБЦ . Между блоком и головой будет прокладка головки . На двигателе с более чем одной головкой блока цилиндров, например, в V, W или плоской компоновке, будет площадка, где каждая из головок блока цилиндров встречается с блоком.
Головка блока цилиндров плотно прикручена к блоку, потому что пространство, образованное между стенками цилиндра, головкой и верхней частью поршня, является камерой сгорания и принимает на себя огромную силу детонации топлива.Поскольку блок массивный и изготовлен из чугуна, он редко коробится, и поэтому настил блока редко нуждается в механической обработке при ремонте двигателя. Это контрастирует с нижней стороной меньшей, более податливой головки блока цилиндров, которая может легко деформироваться.
Картер
Практически все современные блоки двигателя имеют внизу область, в которой коленвал . Эта область, окружающая коленчатый вал, называется блок-картер .
Эта область, окружающая коленчатый вал, называется блок-картер .
Коленчатый вал сидит в седлах, окружен подшипниками, а затем зажат крышками коренных подшипников.
Отверстие в нижней части картера будет закрыто масляным поддоном или поддоном, в котором находится моторное масло. Между масляным поддоном и блоком может быть прокладка, или, в случае Mazda, масляный поддон герметизирован жидкой прокладкой, которая по сути похожа на силиконовый герметик.
Подушки двигателя
Блок двигателя используется как точка крепления между двигателем и шасси.Кронштейны, называемые опорами двигателя, привинчиваются к блоку двигателя, а затем через резиновые опоры к шасси или подрамнику.
Заглушки сердечника
Вокруг блока есть отверстия, закрытые металлом. заглушки , также называемый пробки замораживания или же расширительные заглушки . Несмотря на свое название, эти заглушки — всего лишь остатки процесса литья: в форме для блока используется сжатый песок, чтобы сформировать внутренние пространства, такие как водяные рубашки. Когда металл затвердевает, этот песок встряхивается и вымывается из двигателя через эти большие отверстия. Иногда обработка также производится через отверстия. Затем в отверстие вдавливают тонкую металлическую заглушку, чтобы закрыть его. Если охлаждающая жидкость внутри блока замерзнет из-за недостаточного количества антифриза для внешней температуры, то он расширится. В этой ситуации возможно, что заглушки выскочат до того, как блок треснет, хотя это ни в коем случае нельзя утверждать, и это действительно незначительное побочное преимущество наличия заглушек.
Когда металл затвердевает, этот песок встряхивается и вымывается из двигателя через эти большие отверстия. Иногда обработка также производится через отверстия. Затем в отверстие вдавливают тонкую металлическую заглушку, чтобы закрыть его. Если охлаждающая жидкость внутри блока замерзнет из-за недостаточного количества антифриза для внешней температуры, то он расширится. В этой ситуации возможно, что заглушки выскочат до того, как блок треснет, хотя это ни в коем случае нельзя утверждать, и это действительно незначительное побочное преимущество наличия заглушек.
Эти заглушки могут подвергнуться коррозии в течение срока службы блока и начать протекать. Их можно снимать и заменять. Во время восстановления двигателя, возможно, потребуется удалить пробки, чтобы полностью промыть двигатель.
Вспомогательные крепления
В различных точках блока имеются резьбовые отверстия с плоской обработанной поверхностью. Эти точки крепления называются боссов .
Неисправности
Сам блок очень прочный.Он маловероятен из-за своей массы, а коррозия снаружи оказывает незначительное влияние. Блок цилиндров двигателя редко нуждается в обслуживании в течение срока службы обычного автомобиля, неисправности обычно выявляются и устраняются только во время полного восстановления двигателя. Устранение неисправностей в блоке двигателя может быть очень дорогостоящим, в основном из-за трудозатрат на разборку двигателя для ремонта.
Трещины
В блоке двигателя могут образоваться трещины как внутри, так и снаружи.Если есть подозрение на трещину, перед разборкой двигателя можно добиться некоторого успеха с помощью химического герметика для блоков. Это химические присадки, которые добавляются к охлаждающей жидкости и могут закрыть небольшие трещины в системе охлаждающей жидкости.
Чугунный блок проверяется на наличие трещин с помощью процесса, называемого магнитным плавлением, при котором цветной металлический мелкий порошок разбрызгивается на блок, в то время как ток применяется для создания магнитного поля. Это поле сильнее вокруг трещин и притягивает порошок к мелким трещинам, что делает их хорошо заметными.
Это поле сильнее вокруг трещин и притягивает порошок к мелким трещинам, что делает их хорошо заметными.
Алюминиевые блоки проверяются на наличие трещин с помощью набора для испытаний с проникающим красителем. Они работают с использованием цветного красителя, который проникает в трещины и делает их более заметными.
После того, как трещина обнаружена, ее можно сварить, но это специализированная работа, потому что литые материалы сложно сваривать без ослабления окружающей области.
Износ цилиндра
Со временем на стенках цилиндров из-за тепла образуется лаковая грязь.Если двигатель ремонтируется, цилиндры должны быть очищены от глазури и проверены. Удаление глазури можно произвести, протерев стены денатурированным спиртом или разбавителями для краски, также можно использовать хонинговальный инструмент.
Цилиндры могут иметь коническую форму, при которой верхняя часть цилиндра сужается к низу. Это связано с тем, что основной износ происходит там, где поршневые кольца соприкасаются со стенкой цилиндра. Цилиндры также могут иметь овальную или овальную форму. В обоих случаях, если это превышает допуск производителя, цилиндры необходимо подвергнуть механической обработке.Диаметр цилиндра следует измерять циферблатным индикатором.
Цилиндры также могут иметь овальную или овальную форму. В обоих случаях, если это превышает допуск производителя, цилиндры необходимо подвергнуть механической обработке.Диаметр цилиндра следует измерять циферблатным индикатором.
Подшипники коленчатого вала
Седла коленчатого вала могут изнашиваться или смещаться из-за перекоса. Это приводит к неравномерному зажиму коленчатого вала. Процесс обработки для увеличения и выравнивания седел коленчатого вала называется расточкой.
Модификации и обновления
Растачивание двигателя
Одним из способов увеличения мощности двигателя является увеличение его мощности, то есть количества пространства для топлива и воздуха над поршнем.Объем внутри цилиндров можно увеличить, сделав их шире в процессе, известном как расточка двигателя или высверливание . В механическом цехе цилиндры растачиваются для увеличения диаметра, при этом обеспечивается то, что цилиндр движется строго перпендикулярно коленчатому валу. Как только это будет сделано, двигателю потребуются поршни и поршневые кольца увеличенного размера, подходящие для цилиндра нового размера.
Как только это будет сделано, двигателю потребуются поршни и поршневые кольца увеличенного размера, подходящие для цилиндра нового размера.
Как делается блок двигателя
Все блоки, за исключением особо специализированных, отливаются путем заливки расплавленного металла в формы.Исторически двигатели отливали из чугуна, но все чаще используется алюминиевый сплав из-за его меньшего веса. В этом видео показан процесс производства блока цилиндров.
Литье блоков двигателя — это процесс массового производства, поэтому специализированные блоки, обычно единичные для изготовления на заказ, фрезеруются из цельного куска алюминия. Он известен как блок цилиндров двигателя, после куска твердого алюминия.
На этом видео из цельного блока алюминия весом 170 кг превращается в блок двигателя.

Как предотвратить заболевание ОРВИ у ребенка. Какие меры профилактики наиболее действенны. Что делать, если ребенок все-таки заболел ОРВИ. Какие средства помогут быстрее справиться с вирусной . . .
Какие виды бандажей для беременных бывают. Как правильно подобрать и носить бандаж во время беременности. Когда нужно начинать использовать бандаж. Какие есть показания и противопоказания . . .